



Dlaczego Slic3r działa tak wolno, czyli o parametrze którego lepiej nie ruszać

Parę tygodni temu w artykule odnośnie druku wizytówek skarżyłem się na wolne działanie Slic3ra, zwłaszcza gdy kazałem mu się ciąć na warstwy wiele kopii tego samego obiektu jednocześnie. Jakoś wcześniej nie miałem z tym aż tak dużego kłopotu – a może po prostu przyzwyczaiłem się, że czasem trzeba zostawić program na 30 minut lub nawet dłużej, aż skończy przerabiać większego STLa na G-code. Parę dni temu trafiłem na źródło problemu wolnego cięcia – pewien parametr który kiedyś z rozpędu w Slic3rze włączyłem.
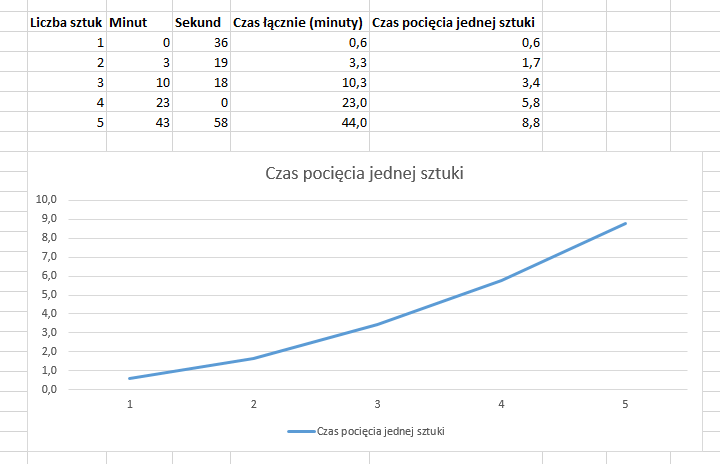
Jak jeszcze niedawno pisałem – czas na przygotowanie modelu rzekotki do druku rósł od 36 sekund dla jednej sztuki, aż do niemal 44 minut przy przetwarzaniu 5 kopii jednocześnie.
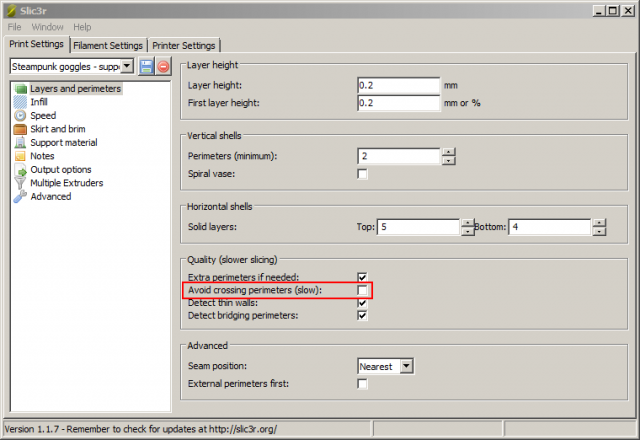
Okazało się, że wszystkiemu był winny parametr “Avoid crossing perimeters”. Jest to opcja, która redukuje liczbę przekroczeń obrysu obiektu przez dyszę podczas kładzenia poszczególnych warstw obiektu. Ogólnie rzecz biorąc, kombinacji różnych ścieżek, po których wyciskany jest filament w czasie druku jest mnóstwo – w wielu z nich zdarza się, że drukarka musi przerwać druk w jednym miejscu, przesunąć głowicę gdzieś dalej i tam kontynuować tworzenie przedmiotu. Włączenie opcji “avoid crossing perimeters” powoduje, że przy tworzeniu G-code’u wybierane są takie ścieżki, gdzie przesunięć głowicy w powietrzu nad istniejącymi obrysami jest jak najmniej.
Dlaczego jest to w ogóle istotne czy głowica przechodzi “na sucho” nad obrysami czy nie? Wszystko zależy, czy w naszej drukarce dobrze działa mechanizm retrakcji – chwilowego wycofywania filamentu w ekstruderze, tak aby uniemożliwić jego samoistne wypływanie przy jałowych ruchach dyszy. Jeśli retrakcja działa poprawnie – jest w miarę obojętne, gdzie dysza wędruje podczas druku. Jednak jeśli są z nią kłopoty, to ciągnący się za dyszą filament (w miejscach tam gdzie nie powinien) będzie ogólnie mówiąc psuł wydruk. Powody, dla których mechanizm wycofywania filamentu może działać gorzej to m.in.:
- Używanie drukarki z ekstruderem w układzie Bowdena
- Czasami używanie miękkiego (gumowego) filamentu
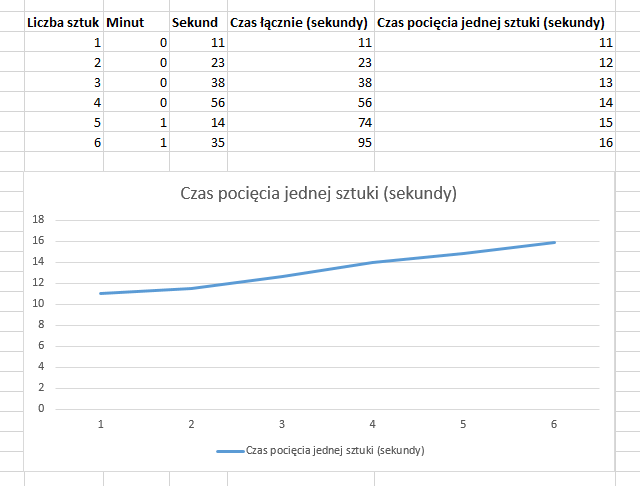
Dlatego tam, gdzie z retrakcją są kłopoty, ograniczenie liczby przekroczeń obrysów będzie jak najbardziej wskazane. Niestety opcja ta jest dość kosztowna – wydłuża czas generowania G-code’u nawet kilkadziesiąt (!) razy. W moich testach po wyłączeniu jej okazało się, że G-code dla 1 rzekotki generuje się 11 sekund, a dla 6 kopii trwa to raptem ok. półtorej minuty. Niestety czas przetwarzania dla różnej liczby kopii rośnie szybciej niż liniowo – ale póki mówimy o pojedynczych minutach, nie jest jeszcze tak źle.
Jeśli chodzi o używany program do cięcia – od jakiegoś czasu zastanawiam się nad przejściem na nowocześniejszą Curę (do KISSlicera już na pewno nie wrócę). Jednak może jeszcze trochę zostanę z coraz bardziej oswojonym Slic3rem :)






























Myślę sobie, że może warto uderzyć do autorów i przetłumaczyć opcje na polski.
wspólnie może było by łatwiej
Można. Chociaż osobiście wolę używać softu w wersjach angielskich – z jednej prostej przyczyny: dobrze znać angielską terminologię. W zagranicznym internecie jest dużo więcej informacji i łatwiej tam znaleźć pomoc dotyczącą różnych opcji programu. Mając program z interfejsem po polsku trzeba by za każdym zgadywać, jakie różne rzeczy mają angielskie określenia.