



Nitki na wydrukach i ustawienia retrakcji
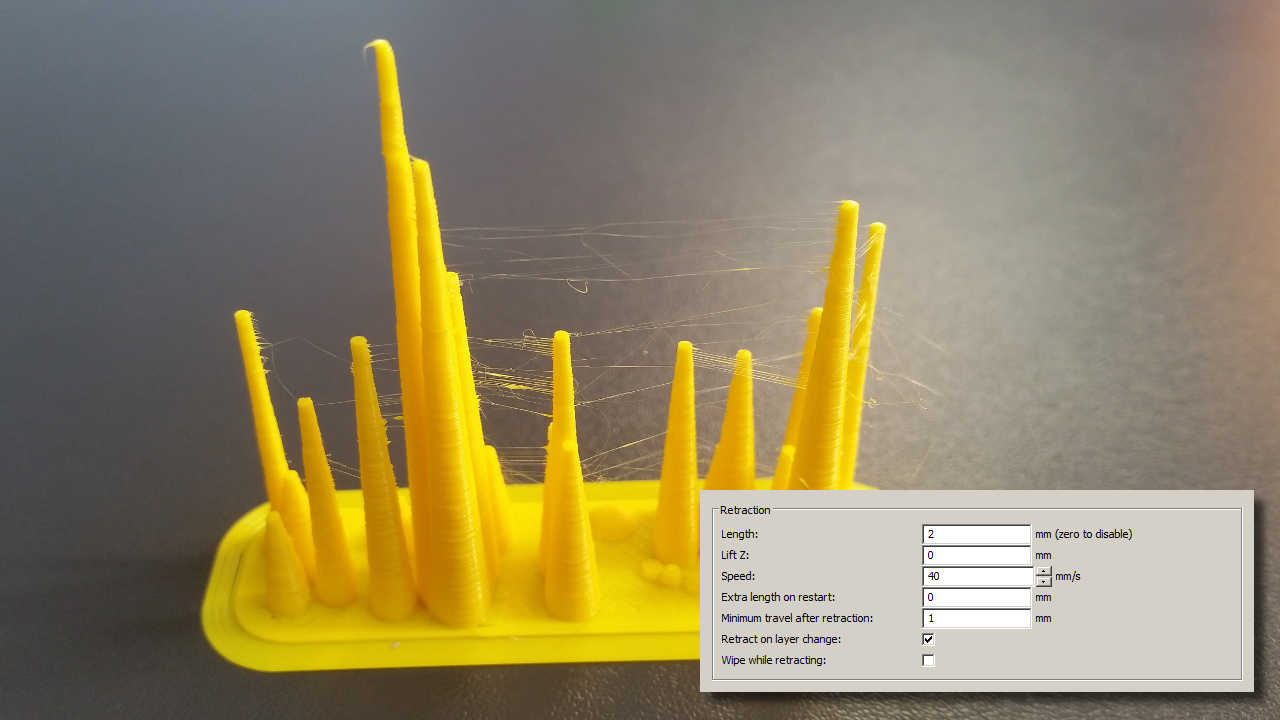
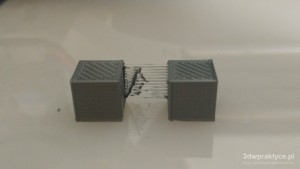
Czasami zdarza się, że na wydrukach, między poszczególnymi częściami modelu, pojawiają się cienkie nitko-włoski. Mają one grubość setnych części milimetra i nie wpływają specjalnie na właściwości fizyczne wydruku (np. jego wytrzymałość), za to po prostu psują jego wygląd. Poniżej znajduje się przykład takich nitek pozostawionych na jednym z wydrukowanych modeli:

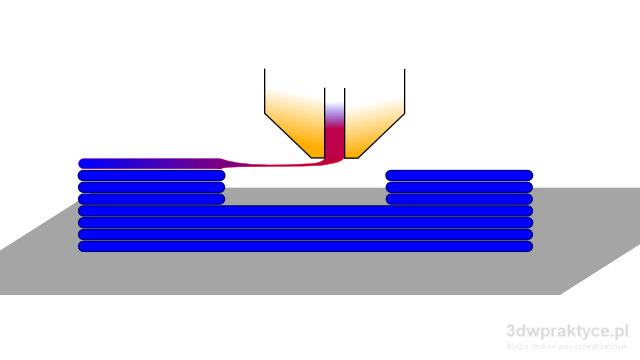
Mechanizm powstawania włosków jest dość prosty: gdy drukarka przenosi głowicę z jednego miejsca wydruku na inny, wstrzymując na ten czas podawanie (ekstruzję) filamentu, roztopione tworzywo, znajdujące się w dyszy drukarki (i z drugiej strony “przyklejone” do drukowanego obiektu) w czasie jałowego ruchu głowicy ciągnie się za nią jak ser za odrywanym kawałkiem pizzy.
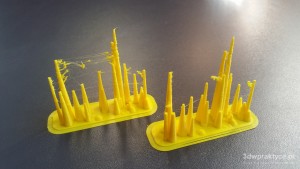
Wydostawanie się filamentu z dyszy w trakcie ruchów jałowych może dać również nieco inny efekt – nie w postaci cienkich włosków, a w postaci wykrzywionych słupków pojawiających się między drukowanymi modelami lub między fragmentami pojedynczego modelu. Wydaje się że ten efekt jest związany z dodatkowym wyciekaniem roztopionego filamentu z dyszy, tak że jego niewielkie ilości zastygają na takich dziwnych tworach powstających warstwa po warstwie:
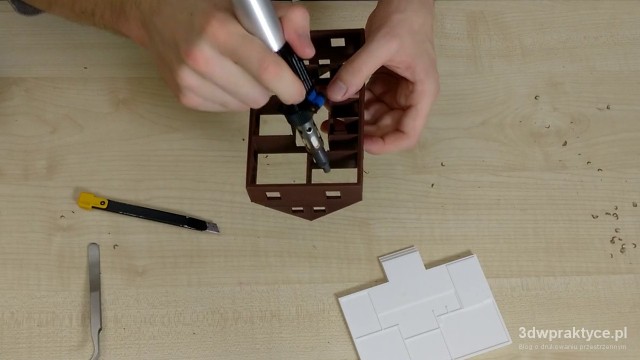
Jak pisałem niedawno w artykule na temat drukowania modelu domu, tego typu artefakty można usunąć za pomocą nożyka lub papieru ściernego. W przypadku samych nitek, można też lekko je przytopić palnikiem gazowym – pod wpływem ciepła zwijają się, robią się grubsze i dużo łatwiej jest je odłamać. Korzystając z tej metody warto rzecz jasna uważać żeby nie podgrzać za bardzo właściwego modelu ;) pod wpływem ciepła (zwłaszcza w przypadku łatwo topliwego PLA) może się trochę zdeformować.
Oczywiście zamiast tracić czas na usuwanie nitek, lepiej jest w ogóle zapobiec ich powstawaniu. Z pomocą przychodzi mechanizm retrakcji. Polega on na szybkim cofnięciu filamentu przez ekstruder tak, aby zredukować ciśnienie roztopionego tworzywa znajdującego się wewnątrz dyszy. Dzięki temu przy przesunięciu głowicy z miejsca na miejsce jest szansa, że roztopiony filament wychodzący z dyszy “oderwie się” od wykonanej części modelu, i nie będzie się ciągnąc do kolejnego punktu druku.
Mechanizm retrakcji opisany jest kilkoma parametrami. Do podstawowych należą:
- Długość – ile nieprzetopionego filamentu ekstruder powinien wycofać. Nie powinno być to mniej niż 0,5 mm i więcej niż kilka milimetrów.
- Szybkość – jak szybko (w mm/s) filament powinien zostać wycofany – wartość powinna być dość duża, nawet równa maksymalnej prędkości z jaką silnik ekstrudera jest w stanie wykonać krótki ruch do przodu / do tyłu.
Poza tym istnieje kilka dodatkowych parametrów w bardziej szczegółowy sposób opisujących jak ma przebiegać retrakcja:
- Uniesienie głowicy – o jaką wysokość ma się podnieść głowica drukarki podczas wykonywania retrakcji (typowe wartości – od zera do paru dziesiątych części milimetra)
- Minimalny skok – przy jakim minimalnym jałowym ruchu drukarka ma wykonać wycofanie filamentu. Przy krótkich ruchach (1-2 mm) retrakcja może nie być potrzebna albo może przynosić więcej szkody lub pożytku (przez samo spowolnienie wydruku lub wytarcie wyżłobienia w żyłce nieprzetopionego filamentu przez śrubę ekstrudera)
- Dodatkowa ilość filamentu po wykonaniu retrakcji – parametr pozwala wymusić podanie dodatkowej porcji filamentu, gdy drukarka przeniesie dyszę w kolejne miejsce druku. Domyślnie po wykonaniu jałowego ruchu ekstruder wyciska wcześniej wycofany filament (kompensuje jego brak w dyszy) – w przeciwnym razie na wydrukach pojawiłyby się dziury. Parametr pozwala zwiększyć ilość wyciskanego w tej sytuacji filamentu o zadaną ilość. Ogólnie rzadko kiedy istnieje potrzeba zmiany zerowej wartości domyślnej.
- Retrakcja przy zmianie warstwy – czy oprócz jałowych ruchów dyszy w poziomie retrakcja ma również następować przy przechodzeniu między warstwami. Wydaje się, że podczas przesunięcia dyszy w pionie o grubość warstwy nic złego nie powinno się stać, jednak wg. instrukcji Slic3ra warto pozostawić ten parametr włączony.
- Wytarcie dyszy – dodatkowy ruch dyszy w poziomie w trakcie wykonywania retrakcji, mający ułatwić “zerwanie” wydostającego się z głowicy filamentu (z mojego doświadczenia ze Slic3rem wynika, że prowadzi to tylko do deformacji drukowanego obiektu)
- Redukcja przekroczenia zarysów – czy slicer ma generować g-code tak, żeby unikać jałowych ruchów na zewnątrz / do środka drukowanego obiektu. Parametr ten pozwala w ogóle zredukować ilość sytuacji, kiedy retrakcja byłaby potrzebna. Oczywiście głównie od geometrii obiektu zależy, czy da się go wydrukować bez wychodzenia poza obrysy. Parametr jest przydatny jeśli sama retrakcja nie zdaje egzaminu – np. w przypadku druku z miękkich filamentów lub w przypadku drukarek z ekstruderem w układzie Bowdena. Włączenie parametru zwiększa czas potrzebny na pocięcie obiektu na warstwy (w przypadku Slic3ra w skrajnych wypadkach nawet do kilkudziesięciu minut) oraz wydłuża czas samego druku.
Poza powyższymi parametrami, duże znaczenie ma też prędkość ruchów jałowych (travel speed). Im szybciej głowica porusza się podczas przejść między fragmentami modelu, tym mniej roztopionego filamentu ma szansę z niej wycieknąć i tym większa szansa, że nitki roztopionego tworzywa zerwą się, zamiast ciągnąc się za głowicą.
Zestaw dostępnych parametrów retrakcji zależy od samego slicera, a poszczególne opcje często występują pod różnymi nazwami. Poniżej krótkie zestawienie:
| Parametr | Slic3r (1.2.9) | Cura (15.04) | KISSlicer (1.4.5) |
| Lokalizacja ustawień retrakcji (dla głównych parametrów) | Printer Settings -> Extruder -> Retraction | Advanced -> Retraction | Material -> Destring |
| Długość | Length | Distance | Prime / Suck (domyślnie powinny być ustawione na tą samą wartość) |
| Szybkość | Speed | Speed | Speed |
| Uniesienie głowicy | Lift Z | Expert config -> Retraction -> Z hop when retracting | Material -> Other -> Z-lift |
| Minimalny skok | Minimum travel after retraction | Expert config -> Retraction -> Minimum travel | Min Jump / Trigger |
| Dodatkowa ilość filamentu po wykonaniu retrakcji | Extra length on restart | Ustawienie parametru Prime na większą wartość niż Suck | |
| Retrakcja przy zmianie warstwy | Retract on layer change | ||
| Wytarcie dyszy | Wipe while retracting | Wipe (wymaga zaznaczenia parametru Wipe również na zakładce Style -> Seam Hidding) | |
| Redukcja przekroczenia zarysów | Print settings -> Layers and perimeters -> Quality -> Avoid crossing perimeters | Expert config -> Retraction -> Enable Combing | |
| Uwagi | Dodatkowy parametr Expert config -> Retraction -> Minimum extrusion before retracting pozwala zredukować ilość retrakcji gdy drukarka podaje niewiele filamentu. Redukuje ryzyko zablokowania filamentu w ekstruderze wskutek zbyt częstej retrakcji. | Opcja całkowitego wyłączenia retrakcji znajduje się w Style -> Seam Hidding -> De-String. Musi być zaznaczona żeby mechanizm retrakcji był w ogóle wykorzystywany. |
Jakie wartości powinny mieć parametry retrakcji zależy od wielu czynników – głównie od konstrukcji ekstrudera, średnicy samej dyszy, temperatury druku, rodzaju materiału i dystansu między drukowanymi elementami. Oczywiście jeśli na wydrukach nie występują problemy z nitkami, lepiej niczego nie ruszać :) Jednak jeśli na drukowanych obiektach pojawiają się artefakty związane z wyciekaniem filamentu podczas ruchów jałowych, warto poeksperymentować z powyższymi parametrami. O tym jak to zrobić napiszę wkrótce w jednym z kolejnych artykułów.
Dodatkowe materiały:































Hej, chciałem spróbować Cura na moim PrimeXT ale mam problem z doborem parametrów. Czy dalej używasz tego slicera czy już nie i dlatego nie umieściłeś swoich ustawień ( tutaj: https://3dwpraktyce.pl/prime3d/ustawienia-slicera/)? bo nie wiem czy warto.
Praktycznie wszystko robię na Slic3rze, Cury używam zupełnie sporadycznie kiedy Slic3r nie może sobie z czymś poradzić. W sumie Cura jest dość popularna i dlatego planowałem przygotować do niej ustawienia, ale zawsze mam pilniejsze rzeczy do ogarnięcia ;)
A z czym konkretnie masz problemy jeśli chodzi o wydruki z Cury?
Hej,
Chodzi o to, że chciałem sprawdzić czy w CUra też będą wychodzić jajowate walce. Mam taki problem, że walce i koła nie są idealne i nie wiem czy to problem z FreeCAD czy ze slicerem czy z drukarką.
Podeślij STLa mailem. Obstawiałbym problemy z drukarką (mechanika albo kalibracja). Jakiej wielkości są te walce?
Hej, podeślę Ci e-mailem. To jest walec o średnicy 15mm i w środku otwór o średnicy 6mm.
Super blog i artykuł. Właśnie rozpoczynam swoją przygodę z drukarką Prime i chętnie się douczę od bardziej doświadczonych osób. Czekam na artykuł o ustawieniach slicer’a bo trochę nie czuję jakie parametry na co realnie mają wpływ (używam Kisslicer’a). W tej chwili mam problem z unoszeniem się fragmentów modelu, które są przewieszeniami (tak jak to opisane w artykule o parametrach retrakcji). Co ciekawe mój model ma trzy takie przewieszenia i tylko jedno się unosi (podejrzewam, że dlatego, że przewieszenie jest blisko miejsca, w którym następuje przejście do nowej warstwy). Mogę oczywiście próbować jakoś obracać obiekt, ale chciałbym się dowiedzieć czy można jakoś inaczej próbować radzić sobie z efektem unoszenia przewieszeń (z-lift to nie mój przypadek, bo nie ma tu retrakcji).
Dzięki! Unoszenie filamentu przy przewieszeniach bardzo często występuje gdy tworzywo na wydruku nie stygnie odpowiednio szybko. Jakiś czas temu sporo o tym pisałem:
https://3dwpraktyce.pl/tag/chlodzenie-wydrukow/