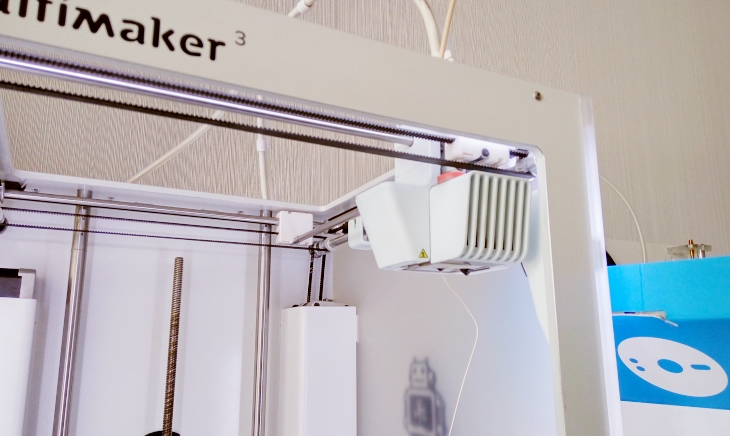
Czyszczenie modułów drukujących w Ultimakerze 3

W drugiej połowie czerwca Ultimaker wypuścił najnowsze wersje oprogramowania CURA w wersji 2.6 oraz nowy firmware do swojej drukarki 3D w wersji 3.7. Obydwa uaktualnienia wprowadziły szereg nowych funkcjonalności, które będziemy sukcesywnie opisywać na łamach portalu. Zaczynamy od ciekawej i przydatnej funkcji nowego firmware’u w postaci czyszczenia modułów drukujących (PrintCore’ów) drukarki 3D.
Zapychanie się głowic drukujących w drukarkach 3D typu FDM to dość powszechny problem, gdy korzystamy naprzemiennie z różnych gatunków filamentów o zmiennych temperaturach topnienia i/lub często zmieniamy dostawców. Resztki filamentów osadzają się w głowicy i jeżeli zmieniamy temperaturę na niższą (np. z ABS lub PETG na PLA), mogą zablokować przepływ filamentu i uniemożliwić jego poprawne płynięcie. To samo dotyczy różnego rodzaju uszlachetniaczy, które trafiają do filamentów różnych producentów, modyfikując ich właściwości – tak naprawdę nigdy nie wiemy co jest w składzie materiału, którego używamy, a już z pewnością – w jaki sposób będą one reagować z materiałem innego typu innego producenta?
Metod na udrażnianie zapchanych głowic jest sporo, kilka z nich było opisywanych także na łamach 3D w praktyce. Ultimaker wprowadził dość ciekawą procedurę czyszczenia głowicy z poziomu samego urządzenia. Nie wymaga ona rozkręcania drukarki 3D ani eksperymentowania z temperaturami. Wszystko to co potrzebujemy to kilkanaście minut czasu i biały (lub inny jasny) filament PLA.
Procedurę czyszczenia głowic wywołujemy z poziomu menu głównego drukarki 3D:
System > Maintenance > PrintCore cleaning
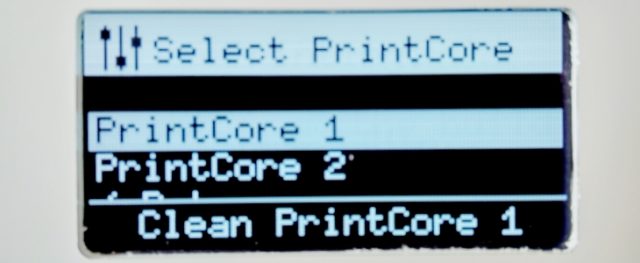
Po wyborze opcji, Ultimaker poprosi nas uprzejmie abyśmy zapoznali się z instrukcją na jego stronie, ale nie znajdziemy na niej nic ponadto co opisuję tutaj. W pierwszej kolejności wybieramy głowicę, którą chcemy oczyścić:
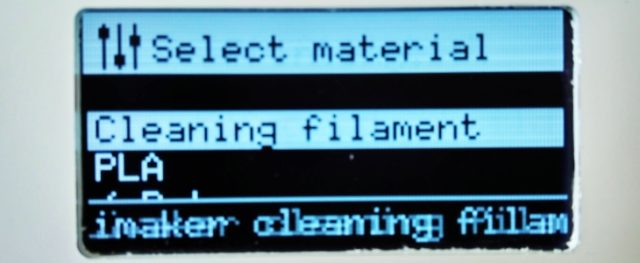
Następnie wybieramy filament, który chcemy użyć do czyszczenia. Mamy do wyboru specjalny filament czyszczący (jego premiera ma nastąpić na dniach) oraz PLA. Ja wybrałem drugą opcję.
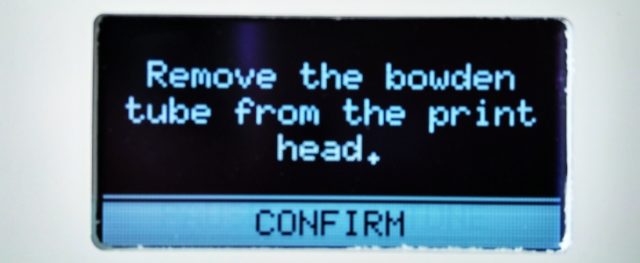
Drukarka 3D rozgrzewa głowicę, a następnie prosi nas o usunięcie rurki prowadzącej filament do bloku grzewczego.
Aby to zrobić należy najpierw delikatnie zdjąć zacisk wokół wejścia rurki…
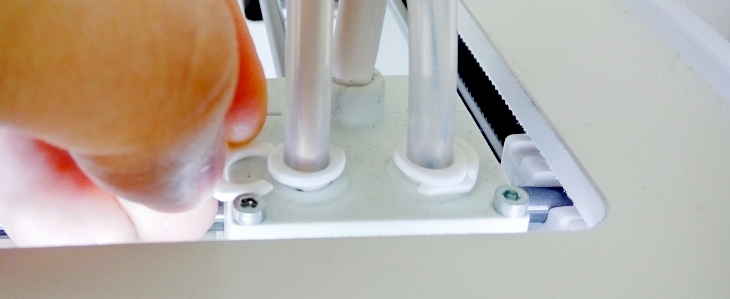
…a następnie wyciągnąć rurkę z resztką filamentu z bloku.

Teraz szykujemy sobie 3-4 kawałki filamentu o długości min. kilkunastu centymetrów (ale nie dłuższe niż 30 cm). Ważne jest, aby filament był biały lub w jakimś innym jasnym kolorze – dzięki temu zobaczymy zabrudzenia na jego powierzchni. Gdy mamy je już pod ręką, wsuwamy filament do otworu i pchamy go aż zacznie wypływać z głowicy. Potwierdzamy operację klikając kółko obrotowe w drukarce 3D. Wtedy wyświetli nam się poniższy komunikat:
Wszystko co musimy robić, to w dalszym ciągu wpychać filament do głowicy, podczas gdy będzie się ona stopniowo schładzać. Tym samym wpychanie go stanie się w którym momencie dużo trudniejsze, aż w końcu niemożliwe.

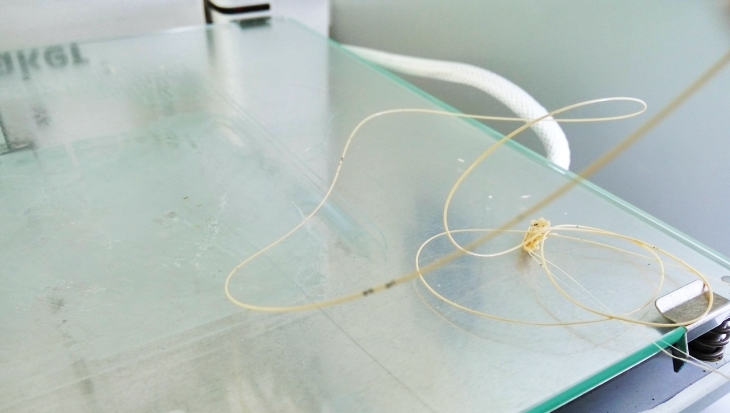
Równocześnie zauważymy, że z przepychanego przez głowicę filamentu zaczną wypływać pierwsze zanieczyszczenia…
Gdy temperatura opadnie do określonego poziomu, drukarka 3D zwolni nas z obowiązku dociskania filamentu i będzie kontynuowała dalsze operacje.
Kolejny krok to wyciągnięcie filamentu z bloku – tutaj przydadzą się kombinerki lub szczypce, ponieważ filament może dość mocno przyblokować się w głowicy.
Spyta nas czy filament jest czysty?
Cóż… nie bardzo…

Jeśli wybierzemy “NO”, drukarka 3D spyta się czy chcemy powtórzyć operację? Do wyboru mamy dwie opcje “HOT PULL” i “COLD PULL”, które z punktu widzenia procedury nie różnią się specjalnie od siebie. Ja zdecydowałem się na powtórzenie HOT PULL.
Drugie podejście do czyszczenia głowicy zakończyło się lepszym efektem, ale wciąż było dalekie od ideału.

Głowicę udało się oczyścić dopiero za trzecim razem:

Koniec końców procedura jest dość przyjemna w obsłudze, z tym że musimy się przygotować na to, że zajmie nam ok. 20 minut. Z drugiej strony to fantastyczny czas, tym bardziej, że nie musieliśmy nic rozkręcać, kąpać w acetonie i udrażniać ręcznie igłami.
Jako ciekawostkę podam, że opisaną wyżej procedurę wywołałem z powodu blokady głowicy przez PLA pewnego producenta, co nie jest najtrudniejszym na świecie wyzwaniem. Nie wiem jak poradziłbym sobie przy blokadzie wywołanej przez ABS, PC-ABS, nylon lub PETG? Ciekawi mnie również jak będzie sprawdzał się filament czyszczący, który ma trafić na rynek w najbliższym czasie?
Czyszczenie przeprowadziłem także na drugiej głowicy (PrintCore BB), dedykowanej dla filamentu PVA. Użyłem do niej również PLA i procedura również przebiegła bez najmniejszego problemu.