Jak korzystać z zamienników oryginalnych filamentów w XYZPrinting da Vinci 1.0 PRO…?

Drukarki 3D tajwańskiego XYZPrinitng słyną z wyjątkowo atrakcyjnego stosunku ceny do jakości – trudno znaleźć w ofercie jakiegokolwiek innego producenta urządzenia tak tanie, a równocześnie tak dobrze wykończone i gotowe do pracy jak te z serii da Vinci. Niestety konsekwencją niskiej ceny są drogie materiały eksploatacyjne, których nie można zamienić na inne z uwagi na zabezpieczenia elektroniczne. Tak więc kupując drukarkę 3D za 1000,00 – 1500,00 – 2000,00 PLN brutto musimy się liczyć, że będziemy później przepłacać za filament (145,00 PLN brutto za szpule 600 g).
Nie oznacza to jednak, że wszystkie urządzenia XYZPrinting oparte są o ten model biznesowy. Seria da Vinci PRO, w skład której wchodzą modele da Vinci Junior 1.0 PRO, da Vinci 1.0 PRO oraz da Vinci SUPER pozwala na korzystanie z filamentów zewnętrznych dostawców, równocześnie wciąż pozostając w dobrych na tle konkurencji cenach (drukarki 3D kosztują odpowiednio: 2190,00 PLN brutto, 3290,00 PLN brutto i 12.900,00 PLN brutto). Dziś przyjrzymy się dokładniej kwestii wymiany oryginalnego filamentu na zamiennik w drukarce da Vinci 1.0 PRO.
da Vinci 1.0 PRO to bardzo duża gabarytowo drukarka 3D (porównywalna rozmiarami do Zortraxa M300) o standardowym jak na desktopowe drukarki 3D typu FDM obszarze roboczym na poziomie 20 x 20 x 20 cm. W pracy używa filamentów w formie kartridża, który jest chowany w kieszeni znajdującej się w lewym górnym rogu obudowy.

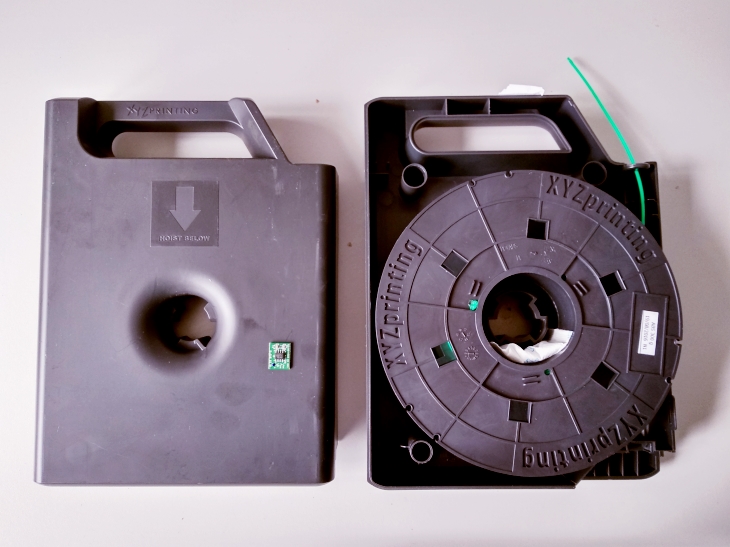
Kartridż wygląda tak:

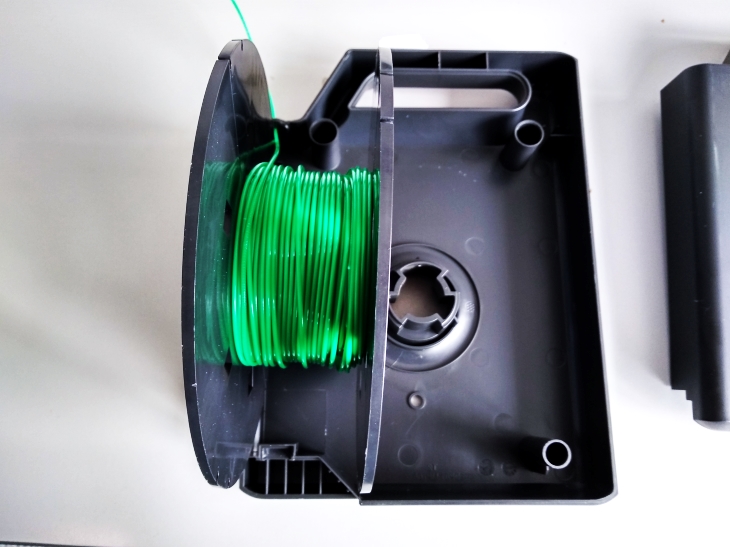
A tak wygląda wewnątrz po rozebraniu…
Aby móc korzystać z filamentów innych dostawców – czy też filamentów, które po prostu nie znajdują się w kartridżach, będzie potrzebny nam uchwyt na szpulę, którego nie ma w zestawie z drukarką 3D. Na szczęście na Thingiverse znajdziemy ich całą masę… Ja wybrałem ten:
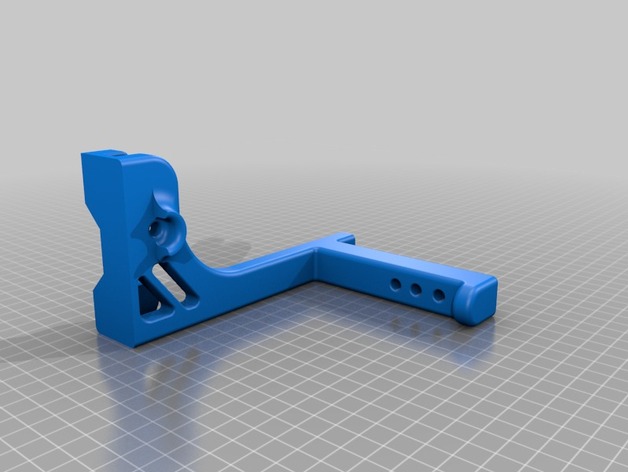
Jest to uchwyt zewnętrzny, charakteryzujący się łatwym dostępem oraz prowadzeniem nitki filamentu prosto do ekstrudera. Uchwyty wewnętrzne wyglądają lepiej, ale składają się w większej liczby elementów oraz prowadzenie filamentu wewnątrz urządzenia jest dość skomplikowane. Uchwyt wydrukowałem z ABS na konkurencyjnym Zortrax M200:

Aby założyć uchwyt na drukarkę 3D, musimy delikatnie i umiejętnie wysunąć górną część obudowy drukarki 3D, tak aby móc w ogóle go tam zmieścić. W ten sam sposób musimy zresztą wymieniać kartridż z filamentem.

Tak powinien wyglądać uchwyt po założeniu:

Jako zamiennik wybrałem PLA produkcji autoryzowanego dystrybutora XYZPrinitng w Polsce – AEMCA, które zostało dostarczone nam razem z drukarką 3D :

Filament wieszamy na ramieniu, a nitkę filamentu przewlekamy przez otwór w uchwycie oraz w obudowie drukarki 3D, kierując ją do ekstrudera:

Aby wprowadzić filament, musimy nacisnąć blokadę przy ekstruderze i wsunąć filament do rurki:


Następnie wybieramy w menu drukarki 3D kolejno:
- UTILITIES
- Change cart
- Load filament:
- User filament:
- nozzle – 210°C dla PLA
- heatbed – zawsze ON
- bed – 60°C
- unload – 180°C dla PLA (temperatura wyładowania filamentu)
- User filament:
i filament jest załadowany! Możemy przystąpić do drukowania 3D…
Otwieramy oprogramowanie XYZWare PRO (to inna wersja programu niż XYZWare wykorzystywane m.in w modelach miniMaker i Junior 2.0 MIX). da Vinci 1.0 PRO posiada wbudowany moduł WiFi, więc warto się połączyć z urządzeniem zdalnie.

Na próbę nowego filamentu postanowiłem wydrukować stojak na filament…

Przygotowując model do druku 3D, w ustawieniach materiału należy wybrać opcję “OtherMaterial”.

Następnie ustawić temperatury głowicy i stołu. Ja ustawiłem standardowe dla większości PLA wartości 210°C i 60°C.

Gdy mamy to gotowe, warto zapisać nasz profil dla materiału. Oczywiście możemy ustawić wiele innych rzeczy w oprogramowaniu jak np. retrakcję, czy szybkość wydruku dla danego filamentu, ale to musimy uczynić już metodą prób i błędów dla każdego materiału (chyba, że dany producent przygotuje tzw. profile dla swojego materiału dla XYZWare PRO?).

Gdy mamy już wszystkie ustawienia za sobą, klikamy przycisk PRINT. Model jest cięty na warstwy i zwraca nam jest symulowana długość czasu pracy. Niestety w przypadku XYZWare jest on mało adekwatny do rzeczywistości… W tym przypadku program zwrócił czas na poziomie 11 godzin i 50 minut, jednakże może on być z powodzeniem dłuższy nawet o 3-4 godziny…

Na koniec wysyłamy plik do drukarki 3D. Gdy zostanie on przesłany drukowanie rozpoczyna się automatycznie.