Monkeyfab Prime3D – test z kostką

Monkeyfab na swojej stronie internetowej chwali się, że ich drukarka posiada dokładność pozycjonowania 0.1 mm oraz minimalną grubość warstwy 0.1 mm. Żeby sprawdzić jak się to ma do faktycznej dokładności wydruków zrobiłem kilka testów z kostką o boku 16 mm.
Niezależnie od instrukcji dla drukarki zapisanych w pliku G-code, przed lub w trakcie wydruku na panelu kontrolnym urządzenia można ustawić dodatkowy parametr zwiększający lub zmniejszający prędkość z jaką kładzione są kolejne warstwy filamentu. Wartości tego parametru to od 10 do 999% normalnej prędkości z jaką porusza się głowica drukująca (poniżej FR = 250%)

Wydrukowałem 4 kostki – przy normalnej prędkości (100%), 2-krotnej (200%), 3-krotnej (300%) oraz 4-krotnej (400%). W pierwszym wypadku druk trwał 35 minut, w pozostałych odpowiednio 18, 13 oraz 10 min. Ponumerowałem je od 1 do 4:








Jak można było się spodziewać, im większa prędkość wydruku, tym większe niedokładności na gotowym obiekcie. O ile kostki drukowane na 100% i 200% wyglądają dość dobrze, na kostce 3. oraz przede wszystkim na 4. widać zniekształcenia na krawędziach.
Co było miłą niespodzianką, prawie we wszystkich wypadkach kostki trzymały wymiary z maksymalnym błędem 0.04 mm (+ niedokładność samego pomiaru, którą szacowałbym na 0.02 mm). Przy pomiarze ominąłem pierwszą warstwę, która (jak widać na zdjęciach) nieco wystaje poza obrys kostki i trzeba by ją zetrzeć pilnikiem albo papierem ściernym. Myślę że dałoby się ten problem zredukować przez odpowiednie ustawienia slicera – choć z uwagi na lepsze przyklejenie modelu do szyby podczas drukowania może lepiej tak zostawić :)

| Nr | Prędkość | Czas wydruku | Wymiar X | Wymiar Y | Wymiar Z |
| 1 | 100% | 35min | 15.99 | 15.98 | 16.02 |
| 2 | 200% | 18min | 16.01 | 16.02 | 15.96 |
| 3 | 300% | 13min | 16.04 | 16.00 | 16.04 |
| 4 | 400% | 10min | 15.98 | 16.04 | 16.20 |
Do wydruku wykorzystałem filament PLA 3mm. Wybrane parametry slicera:
- Grubość warstwy 0.2 mm
- Liczba warstw w poziomie (horizontal shells): 5
- Liczba warstw w pionie (vertical shells – perimeters): 3
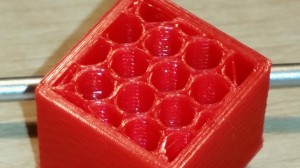
- Wypełnienie: honeycomb 20%
- Temperatura dyszy: 200°C
- Temperatura stołu: 80°C
- Średnica dyszy: 0.38mm
Na koniec 2 zdjęcia z bliska – górnej płaszczyzny pierwszej kostki oraz widok wypełnienia: