



Nowa partia wizytówek
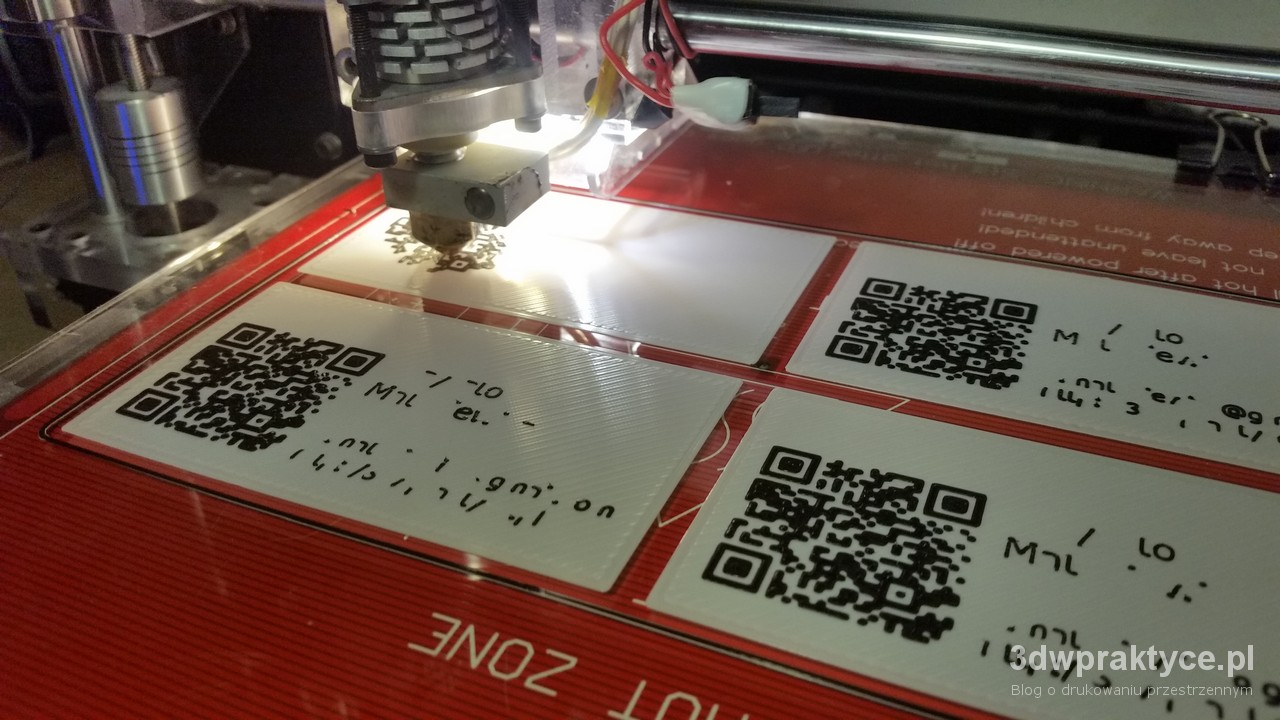
W związku z kończącymi się, wydrukowanymi na drukarce 3D wizytówkami, postanowiłem zużyć resztkę jasnoszarego, 3 mm PLA i uzupełnić ich zapas. Sam projekt (opisany na CD3D) nie jest wcale nowy – na pomysł wykonania w ten sposób wizytówek wpadłem parę miesięcy temu. Każda z wizytówek, wydrukowana w całości z PLA, powstaje jako dwie 0.2 mm warstwy – pierwsza, w kolorze białym pełni funkcję podłoża (papieru). Druga – czarna – składa się z liter oraz pikseli kodu QR.
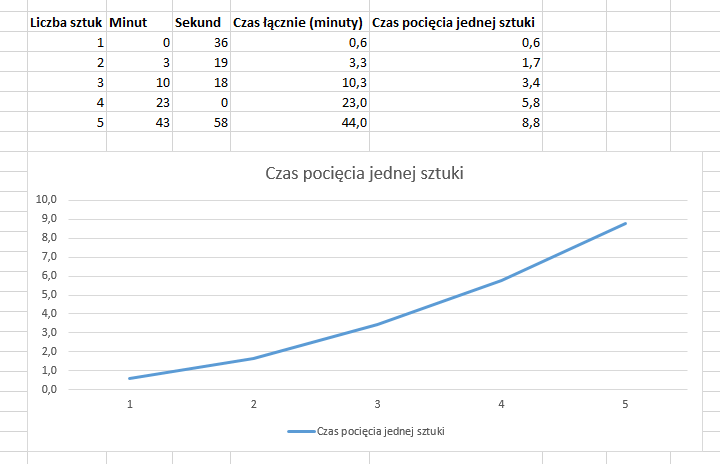
Dodrukowanie kolejnej partii nie poszło tak gładko jak się spodziewałem – miałem przy tym parę mniej i bardziej uciążliwych problemów. Pierwszym z nich okazał się długi czas przygotowania modelu do druku przy użyciu Slic3ra (1.1.7). Przy pojedynczej sztuce szło to w miarę sprawnie – w ciągu 46 sekund wizytówka była poprawnie przetworzona na G-code. Cięcie dwóch sztuk naraz (tak, aby można było je naraz wydrukować) zajęło już prawie 6 minut. Po umieszczeniu w oknie Slic3ra 4 sztuk, byłem zmuszony czekać niemal godzinę aż Slic3r przerobi wszystkie kopie modelu.

Sam Slic3r jest dość dobrze znany z długiego czasu przetwarzania, jednak przyrost czasu potrzebnego na druk większej liczby obiektów jest zupełnie absurdalny. Ilość G-code’u wygenerowanego do druku wielu kopii przedmiotu rośnie liniowo, i czas potrzebny na podzielenie na warstwy pojedynczej sztuki powinien być w miarę stały (linia na wykresie powinna iść praktycznie poziomo). Nie wiem ile czasu zajęłoby Slic3rowi przygotowanie do druku 6 sztuk wizytówek – jednak patrząc na powyższe dane można się spodziewać całego dnia pracy.
Sprawdziłem to zjawisko również na kanonicznym modelu rzekotki z Thingiverse – i czas przetwarzania jednej sztuki również rósł w zależności od liczby kopii obiektu. Pojedyncza rzekotka była cięta na warstwy przez 36 sekund, podczas gdy 5 kopii przetwarzało się ponad 40 minut. Obserwując to zjawisko mam coraz większą ochotę przesiąść się na inny slicer (Curę).
Drugim problemem jaki występował przy druku początkowych partii wizytówek było zadzieranie fragmentów pierwszej białej warstwy. W odróżnieniu od innych projektów, gdzie pierwsza warstwa przykryta kolejnymi nie musi wcale wyjść idealnie, tu wszystkie nawet drobne defekty są widoczne na końcowym wydruku. Stąd zjawiska takie jak poniżej zupełnie dyskwalifikują wydruk:
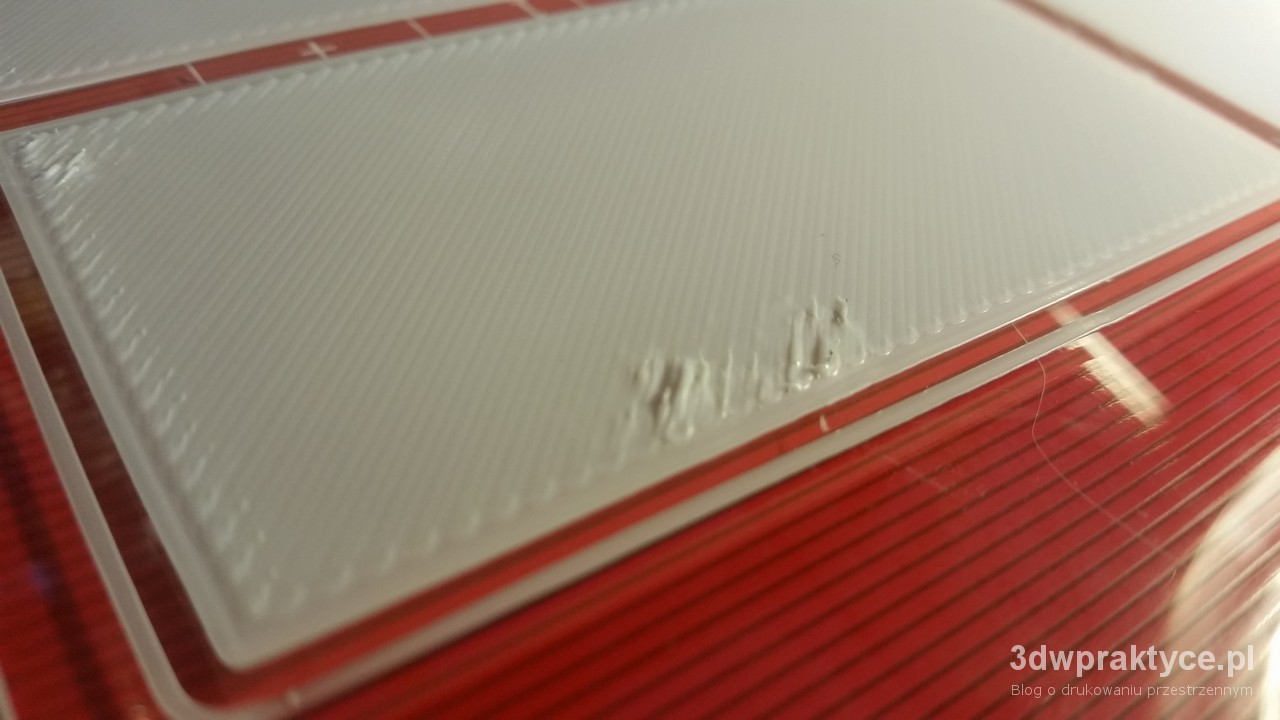


Zazwyczaj problemy takie występują, gdy przy drukowaniu pierwszej warstwy między dyszą a stołem jest za mało wolnej przestrzeni. Drukarka wyciska zaprogramowaną ilość filamentu, a ten z powodu braku miejsca nie jest w stanie ułożyć się w prawidłowy sposób, co prowadzi do mniej lub bardziej przewidywalnych efektów. Odsunięcie stołu w dół (za pomocą śrub kalibracyjnych lub innych mechanizmów dostępnych w drukarce) zwykle w takiej sytuacji pomaga. Łatwo przy tym przegiąć w drugą stronę – przy stole odsuniętym za daleko filament nie będzie się lepił w dostatecznym stopniu i może bezwładnie się ciągnąć za poruszającą się dyszą.
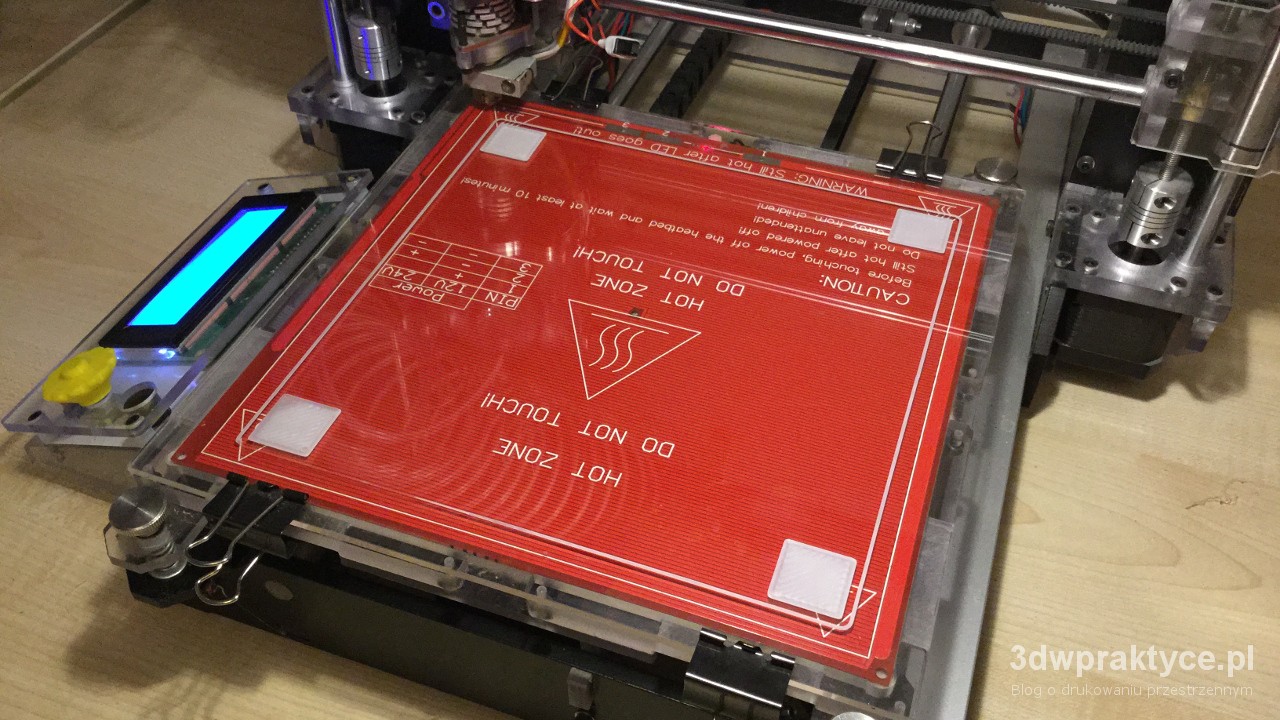
Do dokładnej kalibracji stołu może być pomocny druk 4 jednowarstwowych obiektów w jego 4 rogach. Jeśli wyjdą one gładkie, bez widocznych rowków i innych defektów – jest duża szansa, że inne przedmioty też będą się bezproblemowo drukować:


Z innych, rzadziej występujących problemów czasami zdarzało się też, że niektóre litery wychodziły grubsze od innych – nawet do tego stopnia, że linie “rysowane” przez drukarkę zlewały się ze sobą. Jako przyczynę obstawiałbym tu niedokładności filamentu lub kłopoty z jego podawaniem.
W sumie udało mi się wykonać 38 sztuk, do czego doszło ok. 10 nieudanych wydruków. Druk jednej sztuki zajął ok. 12 minut + 2 minuty na wykończenie (lekkie przeszlifowanie powierzchni i usunięcie drobnych niedoskonałości liter). Za to sam materiał kosztował grosze – jedna sztuka to ok. 1 grama PLA, więc całkowity koszt plastiku wyniósł ok. 3 zł.
































Nowy wymiar wizytówek. Wyglądają naprawdę dobrze.