



Eksperymenty z ustawieniami retrakcji
Podczas pierwszych wydruków z 1.75-mm filamentu zauważyłem, że drukarka czasami pozostawia cieniutkie nitki tworzywa, rozpięte pomiędzy fragmentami budowanych przedmiotów. Jest to dość powszechne zjawisko, gdy głowica przemieszcza się między poszczególnymi częściami modelu przy chwilowo wstrzymanym podawaniu filamentu: materiał do druku w stanie roztopionym ma pewną lepkość i potrafi się ciągnąć za dyszą, nawet jeśli silnik ekstrudera chwilowo nie pracuje.
Sposobem na “zerwanie” filamentu wychodzącego z głowicy drukarki jest tzw. retrakcja. Jest to mechanizm polegający na szybkim wycofaniu małej ilości tworzywa z głowicy na czas jej przemieszczenia z miejsca na miejsce. Gdy drukarka kończy kłaść filament w pewnym fragmencie bieżącej warstwy, silnik ekstrudera cofa się, wypychając załadowany filament w górę i zmniejszając jednocześnie ciśnienie roztopionego tworzywa w hotendzie. Następnie głowica drukująca jest przesuwana do kolejnego miejsca druku, a ekstruder wypycha z powrotem odpowiednią ilość filamentu.
Podstawowymi parametrami dla retrakcji jest jej długość (ile materiału powinno być cofnięte) oraz szybkość (z jaką prędkością silnik ekstrudera powinien się obrócić). W programie Slic3r domyślnymi wartościami są tu 1 mm długości (liczone na filamencie wchodzącym do ekstrudera) przy szybkości 30 mm/s. Istnieje też kilka bardziej zaawansowanych parametrów:
- Lift Z (dodatkowe podniesienie głowicy na czas retrakcji)
- Extra length on restart (pozwala wypchnąć dodatkową ilość filamentu w końcowej fazie retrakcji, tuż przed wznowieniem druku)
- Mimium travel after retraction (minimalny dystans, jaki musi pokonać głowica przy wstrzymanym podawaniu filamentu, tak żeby retrakcja była w ogóle wykonana)
- Retract on layer change (czy retrakcja ma być wykonywana przy zmianie warstwy)
- Wipe while retracting (po zaznaczeniu tej opcji drukarka będzie przemieszczała dyszę w inne miejsce jednocześnie wykonując retrakcję. Przy domyślnie wyłączonej opcji urządzenie czeka, aż filament zostanie cofnięty zanim głowica zostanie przesunięta w poziomie)
- Only retract when crossing perimeters (na stronie Print Settings – czy drukarka ma wykonywać retrakcję tylko przy przekraczaniu obrysów. Przy odznaczeniu tej opcji filament będzie zrywany również wewnątrz obiektu, co ma znaczenie w zasadzie tylko wtedy, gdy zależy nam na ładnym wypełnieniu – np. kiedy drukujemy obiekt bez pełnych warstw na dole lub na górze)
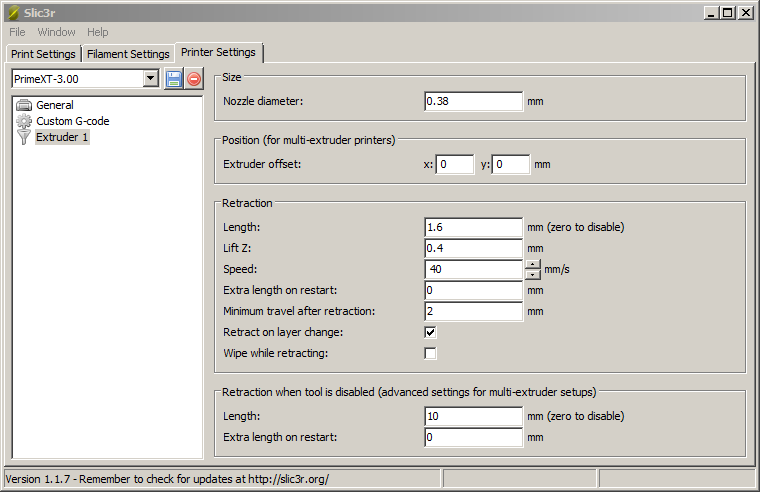
Zazwyczaj domyślne parametry dość dobrze się sprawdzają, jednak w przypadku problemów z retrakcją można z nimi trochę poeksperymentować. Moje standardowe ustawienia dla 3-mm filamentu wyglądają następująco (w innych programach do cięcia parametry mogą być dostępne pod różnymi nazwami):
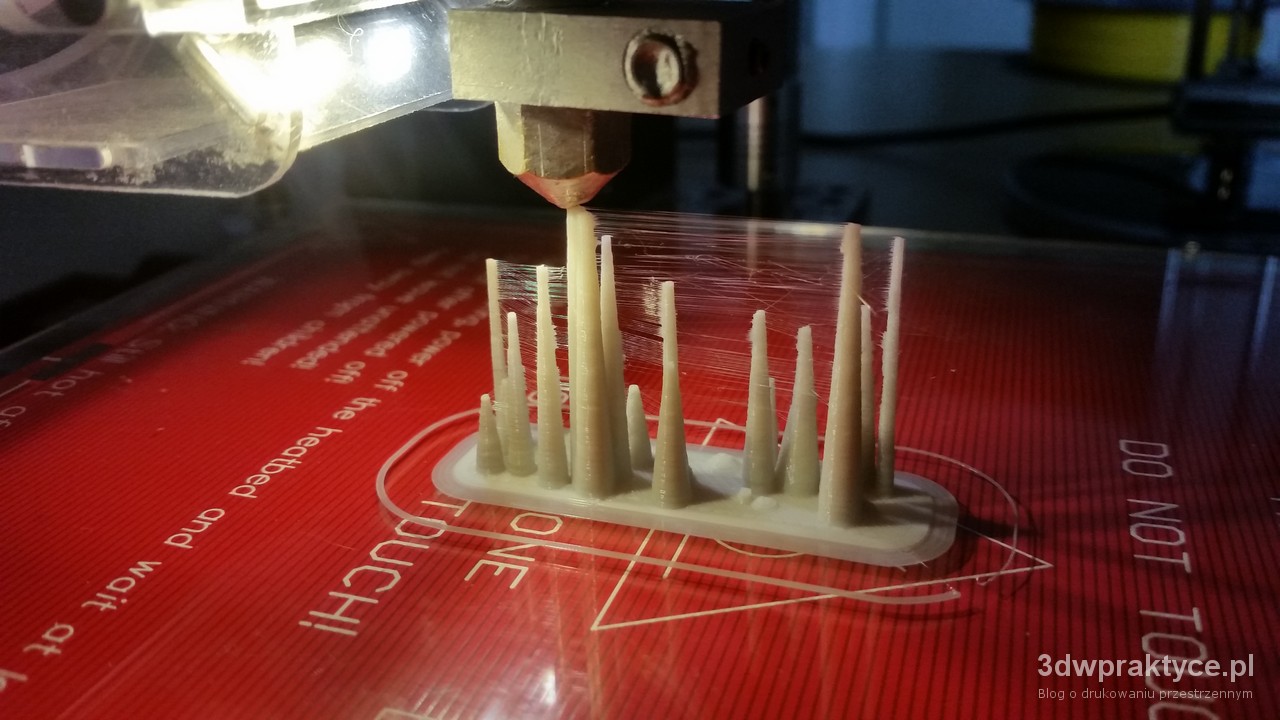
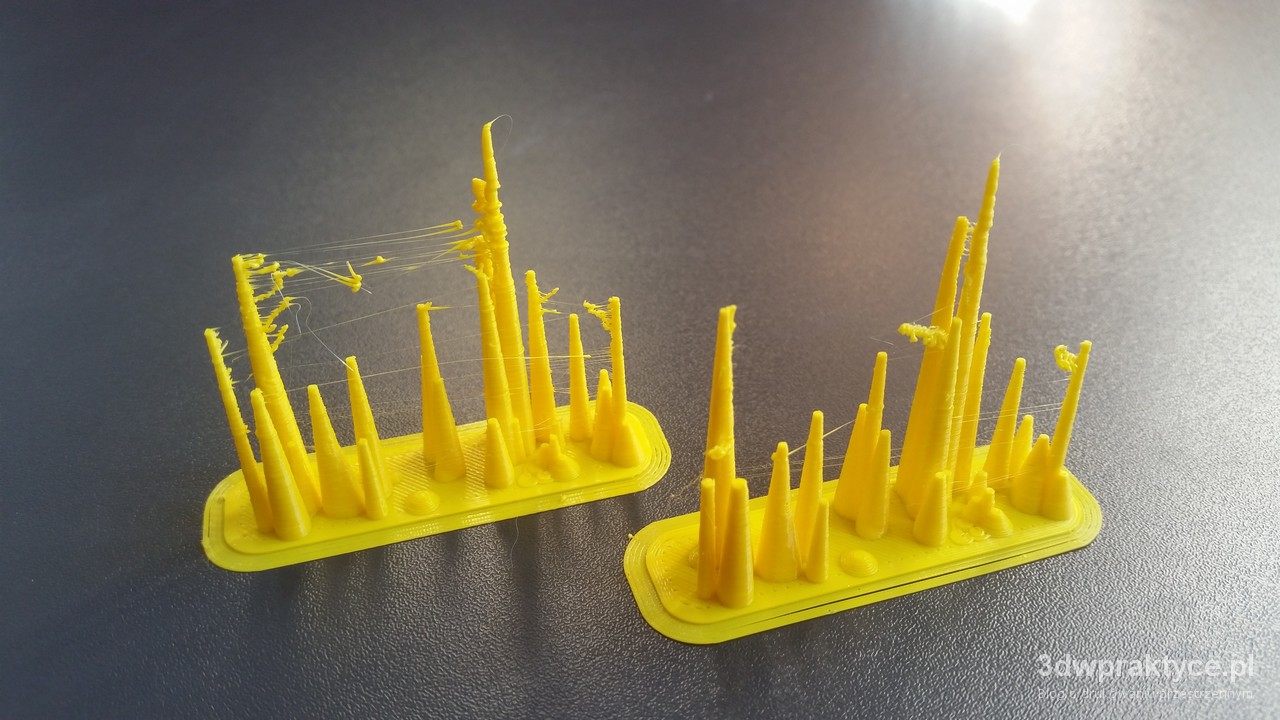
Przy zmianie grubości filamentu z 3 mm na 1.75 mm (lub na odwrót) ustawienia retrakcji mogą wymagać zmiany. Sam postanowiłem wyznaczyć je eksperymentalnie – drukując testowy model wielokrotnie z różnymi parametrami i porównując uzyskane efekty. Jako przedmiot testowy wybrałem niewielką płytkę z wystającymi kolcami (Randomized Retraction Test). Płytka ma wymiary 15 x 55 mm, a najdłuższy z kolców wystaje na 47 mm.

Na początek wydrukowałem model przy takich ustawieniach retrakcji, jakich używałem do 3 mm filamentu. Jak widać, między poszczególnymi stożkami są rozpięte nitki filamentu, których teoretycznie tu być nie powinno:
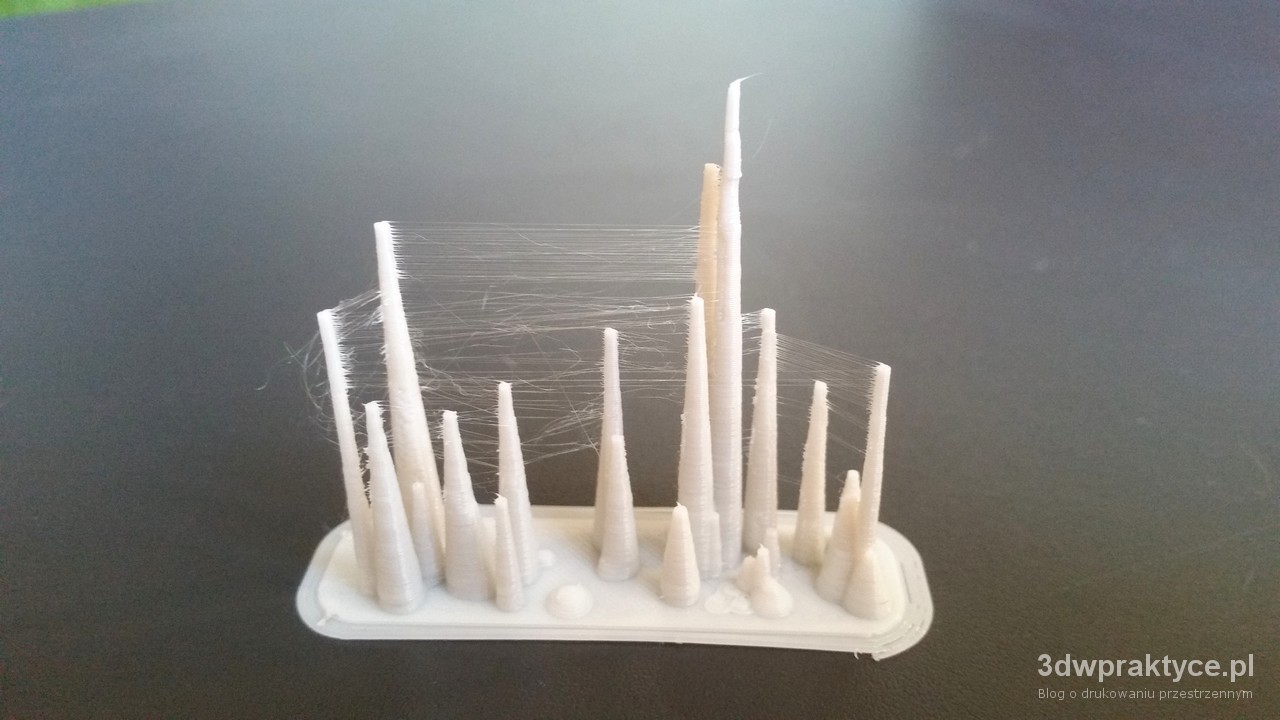
Przy całkowicie wyłączonej retrakcji ten sam model po wydrukowaniu wygląda koszmarnie – wyciekający z dyszy filament potrafi nawet tworzyć ukośne odgałęzienia od poszczególnych kolców:

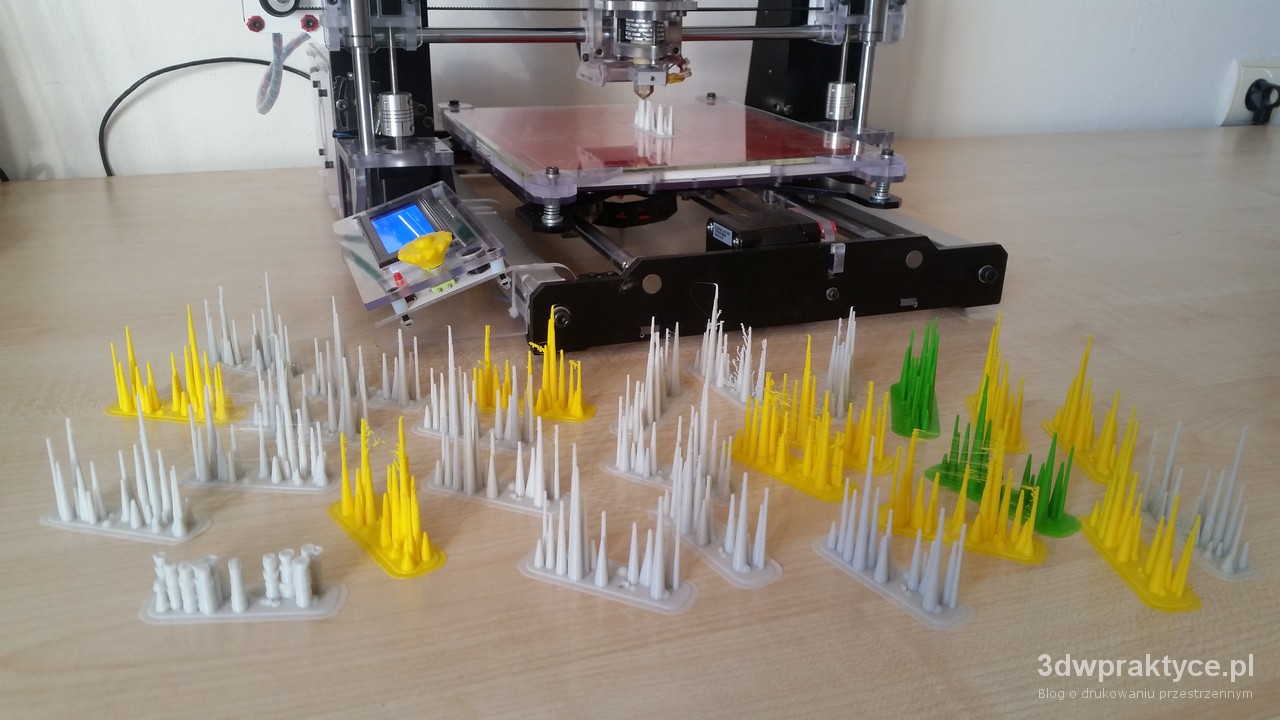
Chcąc uzyskać wydruk o możliwie małej liczbie włosowatych artefaktów, wykonałem ok. 30 testów z użyciem różnych prędkości, dystansu oraz innych ustawień retrakcji. Po wielu próbach udało mi się ustalić, że wydruki przeważnie wyglądają najlepiej przy zastosowaniu bardzo szybkiej i krótkiej retrakcji – 1 mm przy prędkości 150 mm/s.
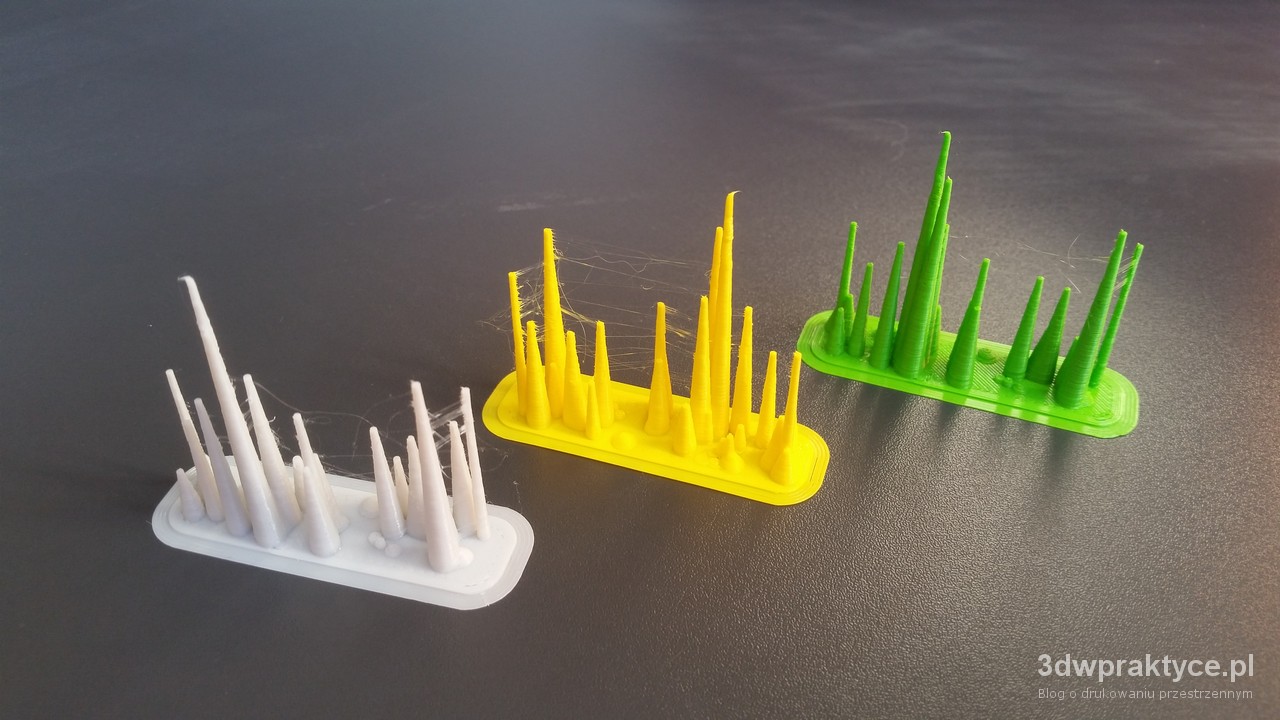



Jak widać – na modelach nadal pozostały widoczne charakterystyczne włoski, choć w dużo mniejszym stopniu niż przy pierwotnych ustawieniach. Warto zaznaczyć, że wybrany przeze mnie model jest dość ekstremalny – głowica co chwila przeskakuje z miejsca na miejsce, drukując fragmenty obiektu o bardzo małej powierzchni. Podczas powstawania pojedynczego przedmiotu (co zajmuje ok. 45 minut) retrakcja jest wykonywana prawie 2000 (!) razy. To, że nie udało się w całości wyeliminować luźnych nitek nie jest niczym specjalnie strasznym – większość drukowanych modeli nie jest aż takim wyzwaniem dla drukarki jeśli chodzi o “trzymanie filamentu w dyszy”.
Ustawienie retrakcji na 150 mm/s wymagało podwyższenia limitu maksymalnej szybkości ekstrudera w drukarce, który był ustawiony na 45 mm/s. Można to zrobić z panelu drukarki – wchodząc w opcje Control -> Motion -> Vmax e. Zmiana taka nie jest niestety zapisywana na stałe i po ponownym uruchomieniu drukarki przywracany jest poprzedni limit. Można to obejść modyfikując odpowiednią wartość w oprogramowaniu urządzenia, jednak jest z tym nieco więcej zabawy.

Podczas testów poczyniłem kilka dodatkowych obserwacji. Po pierwsze, zwiększenie dystansu retrakcji zwykle źle wpływa na wydruki. Po drugie, ustawienie Lift Z (czyli chwilowe podnoszenie głowicy przy ruchach jałowych) na o.2 mm daje dość dobre efekty. Dla przykładu – przy retrakcji 2 oraz 1 mm (150 mm/s) i zerowym Lift Z uzyskałem takie wydruki:
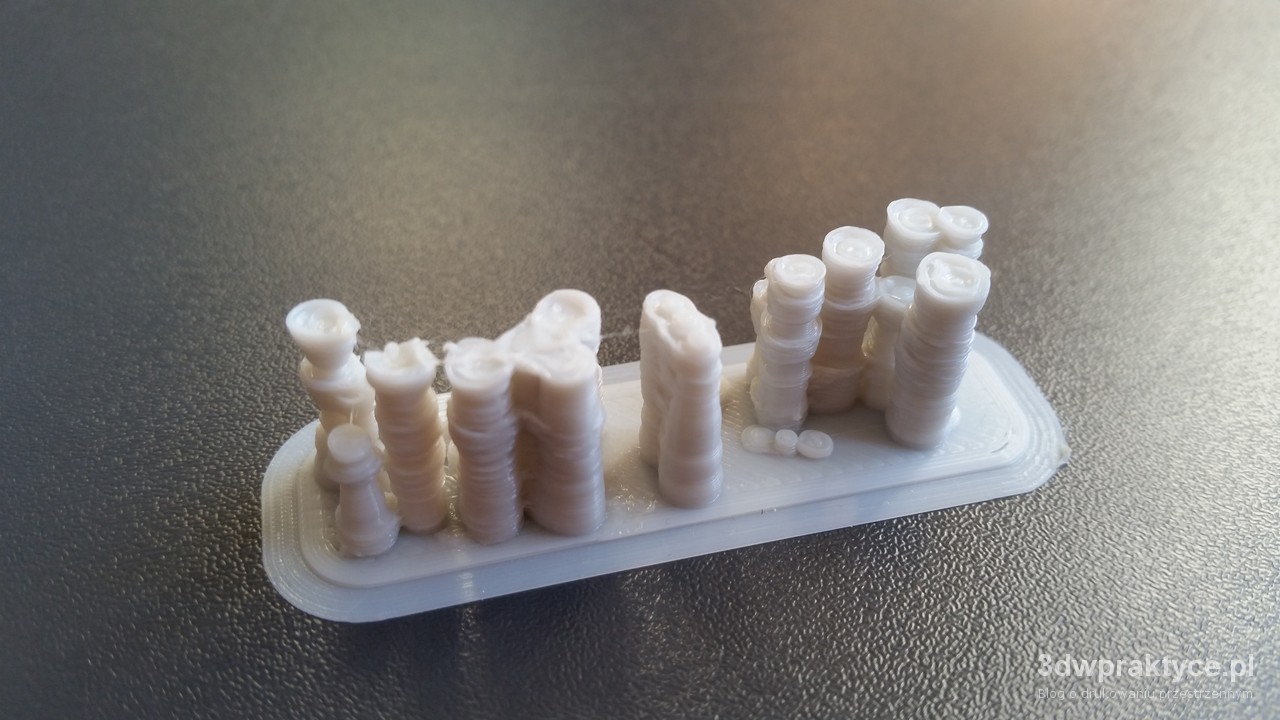
Z kolei włączenie opcji Wipe while retracting (równoczesne wykonanie retrakcji i przemieszczenia dyszy w poziomie) dało przedziwny efekt, którego zupełnie nie potrafię wytłumaczyć. Poniższy wydruk ze względu na zawijanie się do góry obrysów kolców musiałem w połowie przerwać:
Polecam wydrukowanie podobnego przedmiotu na własnej drukarce i sprawdzenie wyników dla różnych parametrów retrakcji. A jeśli ktoś miałby pomysł jak całkowicie wyeliminować pojawiające się u mnie nitki – stawiam małą rolkę filamentu pierwszej osobie, która pomoże mi się ich pobyć :)

































Hmm… Czym jest ten żółty kwiatek na wyświetlaczu LCD:
:-)
Prawda że ładny? Choć dużo bardziej lubię przycisk stop – przydaje się całkiem często.
Heh, właśnie odkryłem że u mnie też jest taki przycisk :-) Niestety nie da się go wcisnąć ręcznie jak u Ciebie :-)
Trzeba dodrukować jego przedłużenie i wsadzić pod szybkę. http://www.thingiverse.com/thing:436685
“A jeśli ktoś miałby pomysł jak całkowicie wyeliminować pojawiające się u mnie nitki – stawiam małą rolkę filamentu pierwszej osobie, która pomoże mi się ich pobyć”
To ja wstępnie zamawiam rolkę tego: http://centrumdruku3d.pl/colorfabb-wprowadza-brassfill-trzeci-metaliczny-filament-swojej-oferty/. Muszę tylko wykonać telefon do Pawła T. ;-)
Chciałbyś :) Artykuł traktuje o drukowaniu z PLA, więc wygrać też można PLA. Od efilament3d :)
brassFill jest na bazie PLA, ale o efilamencie3D nie było słowa w regulaminie ;-)
Trochę temat już starszy, ale może się jeszcze komuś przyda. Też sporo testowałem drukarkę pod względem nitkowania wydruku. Zastanówmy się dlaczego powstaje taka nitka. Dwie przyczyny: podczas ruchu głowicy pomiędzy przekrojami filament jeszcze z niej wypływa za sprawą jego ściśliwości w przewodzie. Mały retract jest wystarczający dla mechanizmów napędowych blisko ekstrudera. Przy bowdenie zdecydowanie trzeba zwiększyć tą wartość. Drugi powód tworzenia nitek, to wyciąganie filamentu z dyszy przez lepkość samej masy. Tutaj z pomocą przychodzi wipe, czyli szybkie oderwanie/przerwanie filamentu gwałtownym ruchem głowicy. Przerwany filament nie ma fizycznego kontaktu z głowicą i nie wyciąga masy z środka. Innym czynnikiem wpływającym na lepkość jest oczywiście temperatura. Zauważyłem, że gdy drukujemy w niższej temperaturze (niestety zmusza nas to również to zmniejszenia prędkości) nawet z wyłączoną funkcją wipe nie tworzą się nitki.
Co więcej funkcja wipe jest bardzo przydatna przy drukowaniu elementów o cienkich ściankach. Gdy głowica zmienia warstwy powstają niepożądane nadlania. Ale o tym pewnie już ktoś pisał w innym artykule :)
Pozdrawiam,
MW