Jak efektywnie chłodzić wydruki
O chłodzeniu wydruków pisałem już parę razy – zarówno o tym, dlaczego w ogóle jest ono potrzebne, jak i o specjalnym nawiewie, mającym na celu poprawić jakość przedmiotów powstających na drukarce Prime. Niestety zaprojektowany przeze mnie nawiew nie dał żadnych sensownych rezultatów i odpuściłem na jakiś czas ten temat. Wróciłem do niego parę tygodniu temu, kiedy próbowałem wykonać znalezioną na Thingiverse ośmiornicę – i przy drukowaniu elementów macek moje urządzenie kompletnie się wyłożyło. Jako że ewidentnie była to wina jednostronnego chłodzenia, postanowiłem jednak coś z nim zrobić.
Sama ośmiornica jest dość ciekawym modelem – składa się z osobno drukowanej głowy oraz złożonych z segmentów odnóży. Każdą mackę można dowolnie zaginać, dzięki czemu plastikowego głowonoga można zaczepiać w najróżniejszy sposób do wielu przedmiotów:

Druk każdego elementu oddzielnie byłby olbrzymią stratą czasu, dlatego autor projektu dodał STL-ki zawierające segmenty zgrupowane po 8 sztuk (akurat po jednym na mackę). Elementy są umieszczone w kole i zawierają w górnej części brimy (płaskie struktury otaczające właściwe obiekty, zapobiegające ich odklejaniu się od stołu podczas druku):
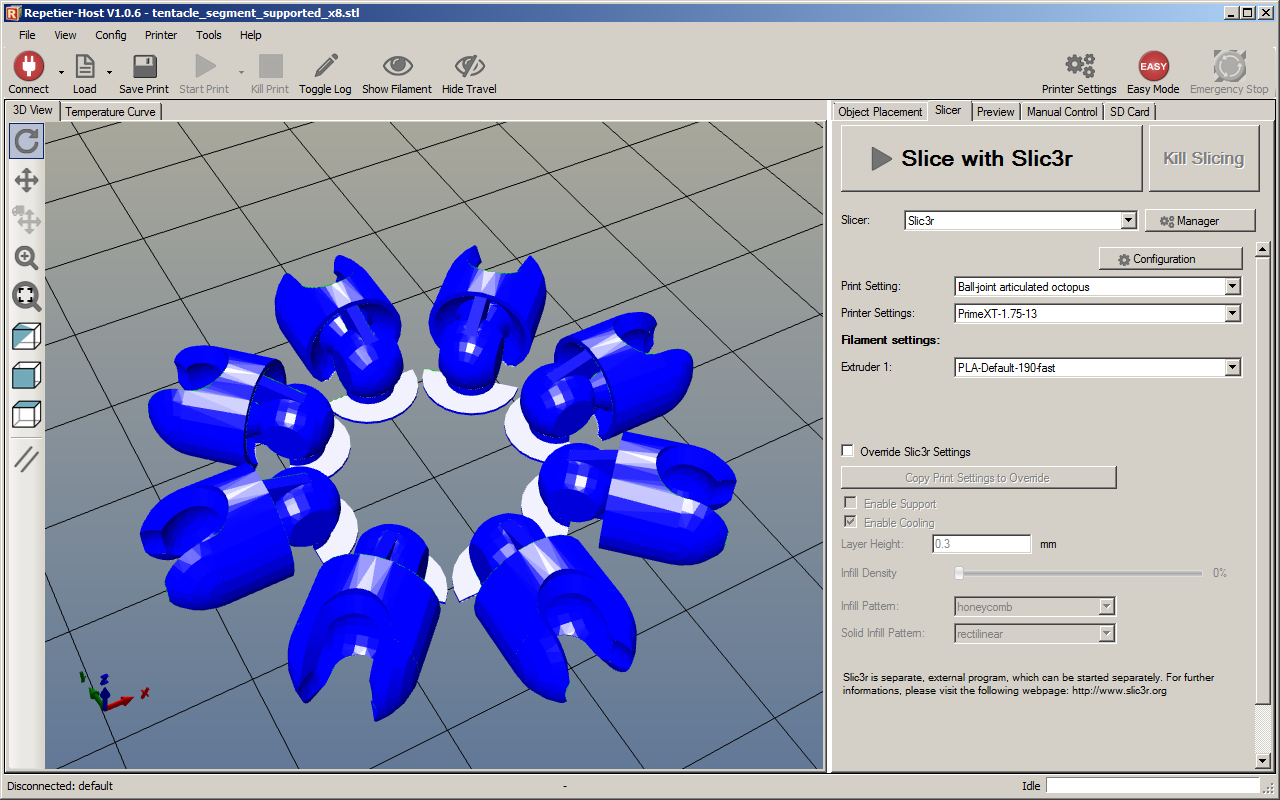
Elementy są generalnie niewielkie (15 mm długości) i mają dość złożoną geometrię (w tym duże skosy). Wydruk w powyższym układzie zakończył się u mnie kompletną klapą: o ile elementy znajdujące się bliżej tyłu drukarki powstawały w równy sposób, te po przeciwległej stronie zaczęły się zawijać i odklejać od platformy:

Tak jak wspomniałem wcześniej, przyczyną była konstrukcja mechanizmu chłodzenia w mojej drukarce. Wiatrak powodujący szybsze zastyganie przetopionego plastiku jest w niej niestety umieszczony z tyłu – dlatego często się zdarza, że duże skosy (od 45 stopni w stosunku do pionu) obecne z przodu przedmiotu wychodzą ze sporymi zniekształceniami – jak na brzuchu i górnych fragmentach łap u poniższego smoka:

W celu poprawy tej sytuacji wymyśliłem, żeby zamiast jednego wiatraka z tyłu drukarki umieścić w niej 2 wentylatory po lewej i prawej stronie głowicy drukującej (jak np. jest zrobione w Ultimakerze). Wynalazek po wielu podejściach wyszedł całkiem dobrze i wydaje się że spełni swoją rolę. Jeszcze jest w fazie testów – dlatego na razie podzielę się ogólnymi spostrzeżeniami dotyczącymi chłodzenia wydruków i sposobów zwiększenia jego efektywności.
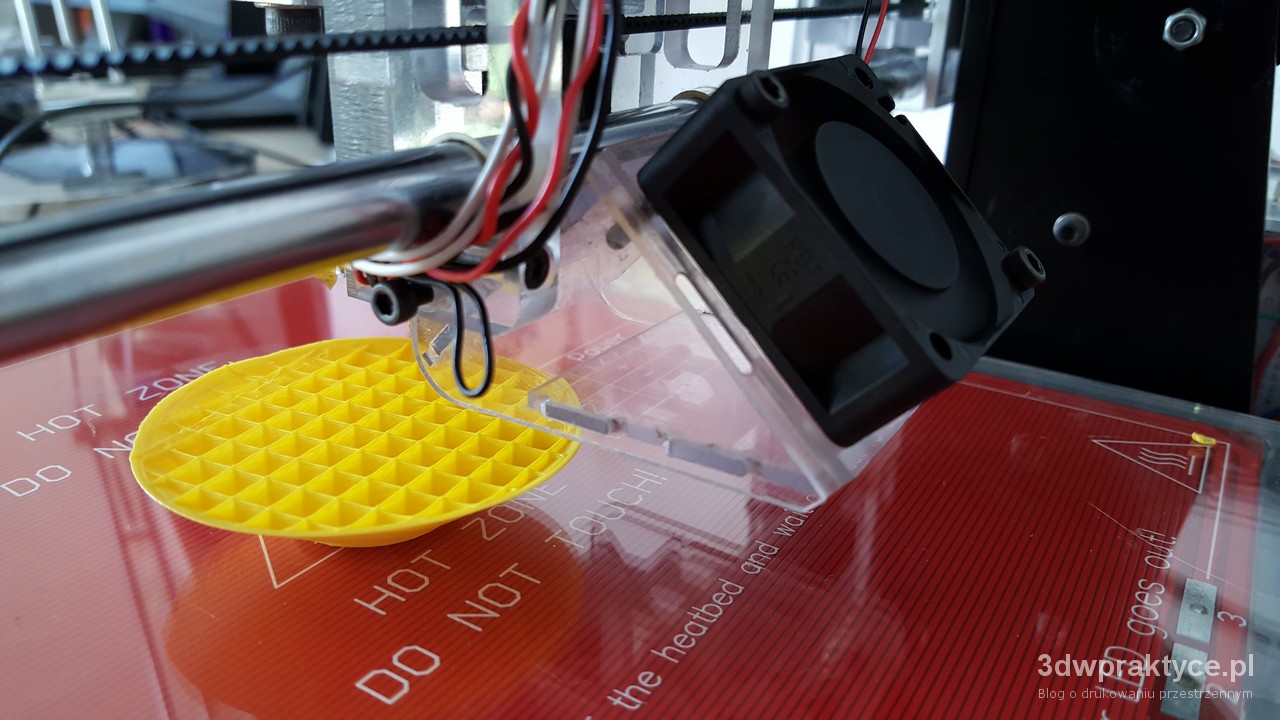
Jak już wspomniałem – przy jednostronnym nawiewie istnieje spore ryzyko, że skosy w przedmiotach będą różnie wychodzić w zależności od ich lokalizacji. Przetestowałem to na takim oto spodku (drukowanym węższą częścią do dołu, tak że podczas druku rozszerza się na kolejnych warstwach).

Spodek ten jest o tyle kłopotliwym wydrukiem, że każda kolejna warstwa wystaje nieco poza granice poprzedniej. Ponieważ tworzywo (PLA) podczas druku minimalnie się kurczy, brzegi kolejnych warstw lekko zawijają się do góry (choć intuicyjnie wydawałoby się, że powinny grawitacyjnie opadać – taki efekt wystąpiłby przy mocniejszych skosach). Zawijaniu zapobiega chłodzenie – dzięki któremu plastik szybko zastyga w docelowej pozycji, zanim zacznie się z nim dziać coś niepożądanego.
Wydrukowany spodek w części po stronie wiatraka wyszedł w miarę gładko. Z kolei po przeciwnej stronie (od przodu drukarki – tam gdzie wskazuje strzałka), jego powierzchnia jest mocno pofałdowana:


Bez radykalnych rozwiązań w stylu przeróbki całego układu chłodzącego, istnieje kilka rzeczy które można poprawić, żeby zminimalizować tego typu efekty. W przypadku obiektu, gdzie skosy występują tylko z jednej strony, najprościej jest po prostu odpowiednio obrócić model w slicerze, tak żeby mocniej pochylone fragmenty były zwrócone w kierunku nawiewu – i były efektywnie chłodzone znajdującym się przy ekstruderze wiatrakiem. Na przykład – wcześniej pokazanego smoka, drukowanego przodem do frontu drukarki, lepiej byłoby obrócić o 180 stopni (choć wtedy inne jego fragmenty, np. znajdujące się z tyłu skrzydła mogłyby z kolei wyjść z większymi deformacjami).

Inną rzeczą, która pomoże przy nieefektywnym chłodzeniu jest zmniejszenie liczby obrysów w ustawieniach slicera. Dzięki temu zewnętrzna powłoka przedmiotów będzie powstawała cieńsza, i po prostu będzie łatwiej ją chłodzić. Również dobre efekty daje zredukowanie gęstości wypełnienia – zwłaszcza na takie, które nie jest do końca szczelne. Dzięki temu powietrze wychodzące z wiatraka będzie miało szansę dotrzeć do położonych dalej fragmentów wydruku, chociaż trochę je ochładzając. Dla przykładu – zamiast 20% wypełnienia plastrem miodu (honeycomb) dużo lepiej będzie użyć 10% kratki (reclinear). Trochę odbije się to na wytrzymałości fizycznej przedmiotu – za to dodatkową korzyścią będzie skrócenie czasu druku i zmniejszenie zużycia filamentu.

Ciekawym eksperymentem okazało się wydrukowanie podobnego spodka w ogóle bez wypełnienia i tylko z pojedynczym obrysem. Przedmiot wyszedł niemal idealnie, prawie bez żadnych zniekształceń – oczywiście o jakiejkolwiek większej wytrzymałości fizycznej nie ma tutaj mowy. Również gdyby chcieć zamknąć przedmiot z góry poziomą płaszczyzną (której drukowanie wyłączyłem dla przyspieszenia testów), to bez podpierającego ją wypełnienia byłoby to dość trudne.

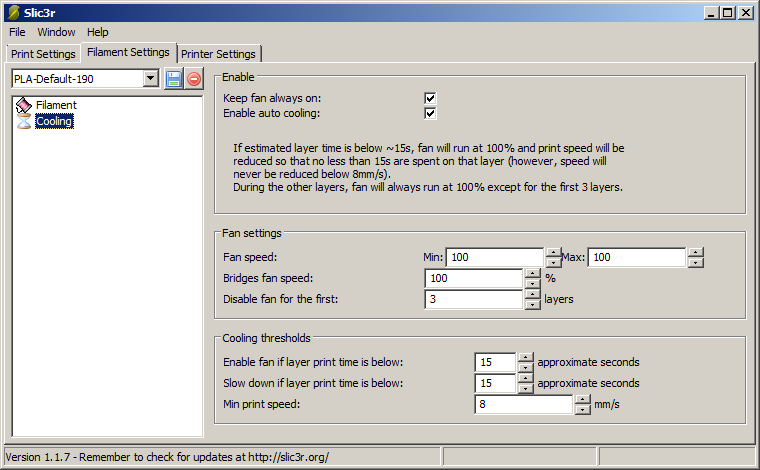
Warto się też przyjrzeć samym ustawieniom dot. chłodzenia, jakie są dostępne w używanym przez nas slicerze. W przypadku wielu tego typu programów można określić, że wentylator powinien pracować ze zmienną mocą w przypadku drukowania różnych fragmentów modelu tak, żeby np. mocniej chłodzić przewieszenia lub warstwy które mają mało czasu na samodzielne przestygnięcie. Ja osobiście od dłuższego czasu drukuję na chłodzeniu ustawionym na stałe na 100% (włączanym od 4 warstwy). Wydaje mi się, że zbyt intensywne chłodzenie nie powinno specjalnie szkodzić wydrukowi – jeśli nie są schładzane pierwsze warstwy, przy których ważne jest zachowanie wyższej temperatury (żeby nasz wydruk nie odkleił się od stołu). I oczywiście o ile zimne powietrze nie leci bezpośrednio na blok grzewczy hotendu.
Jeśli powyższe rozwiązania nie dadzą wystarczającego efektu, zwykłe zmniejszenie prędkości druku (aby przedmiot miał więcej czasu na stygnięcie) może dać niezły rezultat. Choć biorąc pod uwagę, że druk 3D jest w ogóle dość czasochłonnym procesem, osobiście wolę w inny sposób pokombinować ze zwiększeniem efektywności chłodzenia. Użytkownikom Prime’a zdecydowanie polecam wymianę wentylatora na mocniejszy (ten który jest standardowo montowany w drukarce ma raczej niewielką moc). Może to być zarówno 12 V jak i 24 V wiatrak – ważne żeby miał w miarę wysoką wydajność.

Jednym z minusów wymiany wentylatora jest to, że taki o większej mocy prawdopodobnie będzie sporo głośniejszy. Choć zawsze w przypadku mniej wymagających wydruków można po prostu ograniczyć w slicerze jego maksymalną moc. Sam przez dłuższy czas używałem wiatraka 24 V / 0.8 W. Są dostępne również i takie 10-krotnie mocniejsze – jednak byłoby to już lekkim przegięciem. Myślę że dobrze powinien się sprawdzić wentylator o mocy ok. 1.5 do 3 W – przy 12 V będzie pobierać ok. 125 – 250 mA, co jest bardzo bezpieczną wartością jeśli chodzi o obciążenie elektroniki drukarki. Co prawda podłączałem już do mojego Prime’a dwa wentylatory ciągnące łącznie 0.8 A przy 24 V, jednak było to już trochę ryzykowne (szkoda byłoby spalić elektronikę zbyt dużym poborem prądu). Zainteresowanych tematem wymiany wiatraka odsyłam do artykułu o chłodzeniu wydruków. A wkrótce – po zakończeniu wszystkich testów – opiszę system do chłodzenia z dwoma wentylatorami bo obu stronach głowicy drukującej.