“Prasowanie” wydruków 3D

Pod koniec sierpnia wyszła stabilna wersja 2.7 slicera CURA. Niektóre z wprowadzonych zmian umożliwiają znaczne poprawienie wyglądu górnych powierzchni wydruków. Celem artykułu nie jest opisywanie każdej wprowadzonej funkcjonalności – zamiast tego skupię się jedynie na dwóch ulepszeniach wpływających na wygląd wydruków, a konkretnie najwyższych widocznych warstw.
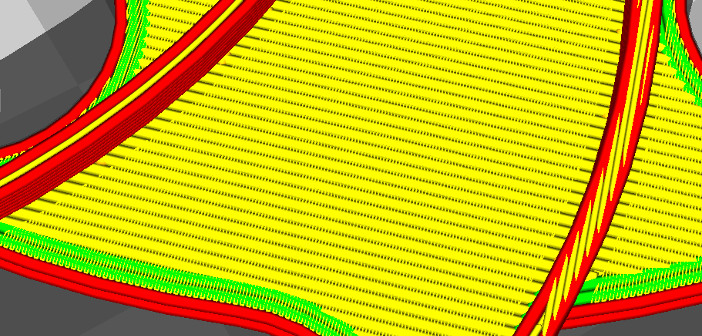
Jeden z aktywnych członków społeczności forum Ultimakera, Neotko, już w zeszłym roku opisywał ciekawy sposób wygładzania górnej powierzchni wydruków. Ultimaker pomysł ten wcielił w życie, nazywając go „prasowaniem” (ironing lub neosanding). Zasada działania sprowadza się do poprowadzenia rozgrzanego czoła głowicy po widocznych górnych powierzchniach z opcjonalną minimalną ekstruzją, powodując roztarcie ścieżek i ogólne wygładzenie powierzchni.
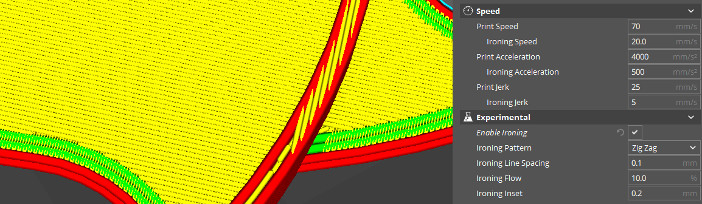
Program umożliwia dobranie prędkości, stopnia ekstruzji (może być 0%, ale ustawienie niewielkiego podawania rzędu kilku % umożliwia wypełnienie ewentualnych braków), rodzaju wypełnienia (zygzak / koncentryczny) oraz odległości między liniami oraz od krawędzi modelu. Wszystkie te ustawienia zawarte są w ustawieniach „eksperymentalnych”.
Trzeba przyznać, że nie dość, że efekty są spektakularne, powierzchnia faktycznie wygładzona, z prawie niewidocznymi ścieżkami, to funkcjonalność zwyczajnie działa – bez kilkunastu wydruków testowych i godzin spędzonych nad dobieraniem ustawień. To ogromny krok dla niezbyt obytego w temacie, za to wrażliwego na estetykę użytkownika niskobudżetowej drukarki 3D.

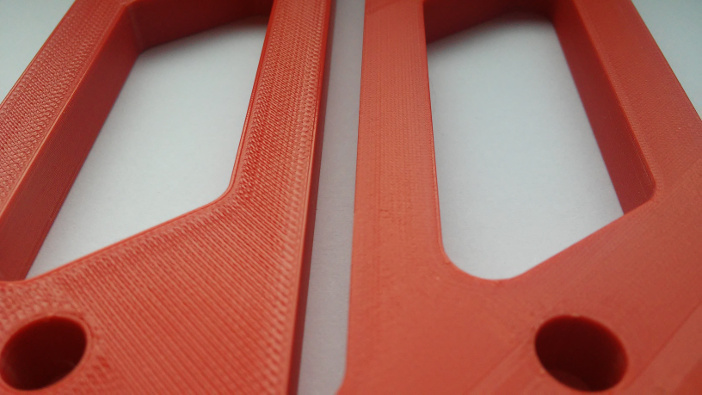


Suche dane o powyższym, „wyprasowanym” wydruku:
- wysokość warstwy 0,25, szerokość ścieżki 0,5mm
- ustawienia prasowania: szybkość 30mm/s, wzór zygzak, odległość między liniami 0,2mm, podawanie materiału 5%, margines 0,25mm
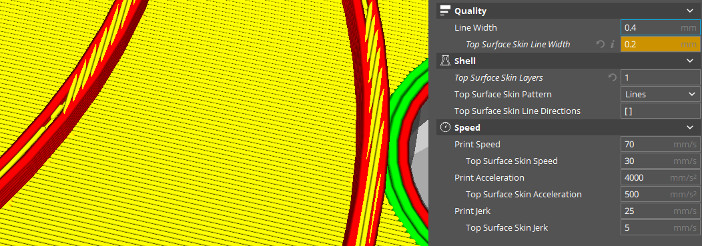
Drugim zestawem ustawień poprawiającym z wygląd wydruku jest możliwośc manipulacji szerokością ścieżek wypełnienia najwyższej widocznej warstwy. Do tego możemy wybrać wzór wypełnienia – linie, zygzak lub koncentryczny. Ultimaker nareszcie wprowadził tę funkcję, doganiając Slic3ra, który takie opcje posiadał już od 2013 roku, nie wspominając o Z-Suite, który zmniejsza szerokość wierzchnich ścieżek automatycznie. Metoda ta jest wprawdzie nieco szybsza (oszczędzony czas na „naddrukowaniu” warstwy) i bardziej intuicyjna niż prasowanie – za to moim zdaniem efekty są dużo gorsze. Ale co kto lubi.
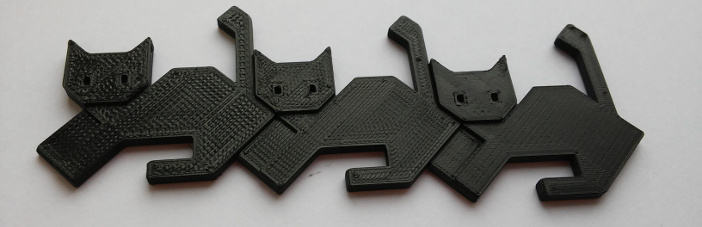
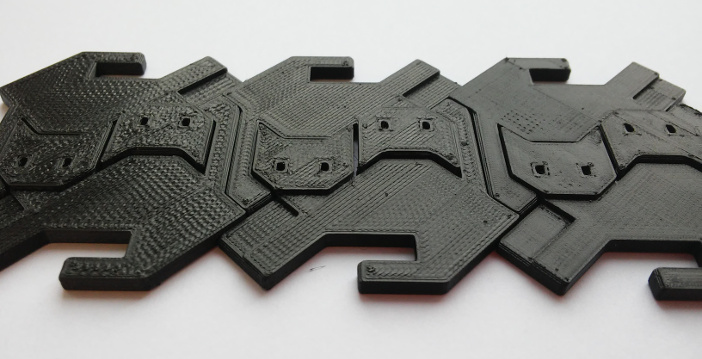
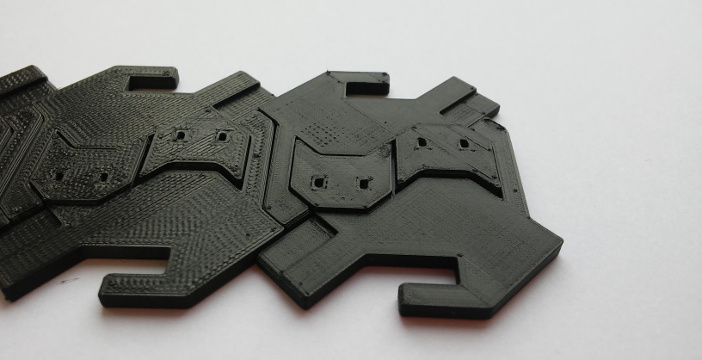
Powyższe koty zostały wydrukowane na trzy sposoby, kolejno od lewej: wydruki normalne (niepoprawiane w żaden sposób), wydruki ze zmienioną szerokością ścieżką wypełnienia warstwy powierzchniowej, wydruki “prasowane”.
Suche dane:
- wydruk normalny – bez ustawiania szerokości ścieżki powierzchni ani prasowania:
szerokość ścieżki: 0,5mm, szybkość: 40mm/s
- wydruk z ustawioną szerokością ścieżki powierzchni:
liczba warstw: 2, szerokość: 0,3mm, szybkość: 40mm/s
- wydruk z ustawionym prasowaniem:
szybkość: 40mm/s, wzór: zygzag, odległość między liniami: 0,15mm, podawanie materiału: 4%, margines: 0,25mm.
Wnioski pozostawiam Wam…