



Jak wyłowić zerwany wydruk 3D z pojemnika The Form 2…?

W poprzednim artykule poświęconym obsłudze fotopolimerowej drukarki 3D – The Form 2, opisywałem sposób wymiany kartridża z żywicą. Żywicę transparentną CLEAR – jeden z podstawowych materiałów budulcowych The Form 2, zastąpiliśmy żywicą specjalną – gumopodobną FLEXIBLE. Zanim przejdziemy jednak do opisu specyfiki pracy z tym materiałem, zaprezentujemy sposób radzenia sobie z dość przykrą awarią, jaka może spotkać każdego użytkownika tej drukarki 3D – zerwaniem się wydruku (lub jego fragmentu) w trakcie pracy.
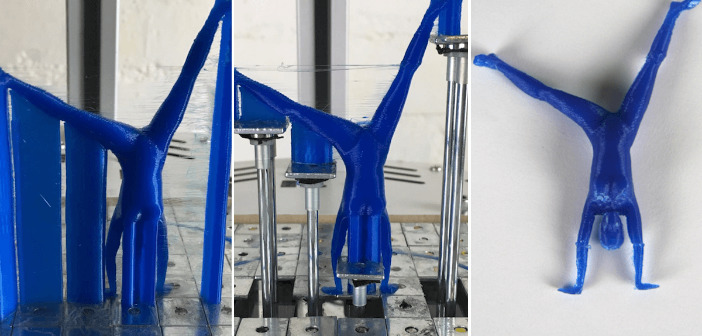
Zrywanie się wydruków było dość częstą przypadłością poprzedniego modelu drukarki 3D Formlabs – The Form 1+. Użytkując “dwójkę” nie mieliśmy takiej sytuacji – aż do teraz. Drukując kilka niezależnych detali testowych, jeden z nich zerwał się z supportów pozostając na dnie pojemnika z żywicą w trakcie pracy. Chociaż usunięcie tej “awarii” nie stanowi większego problemu, uznałem że warto się nad nim pochylić, abyście wiedzieli co robić w takiej sytuacji?
W ramach testu postanowiłem wydrukować cztery detale:
- kulkę o średnicy 4 cm wygenerowaną w 3D Builderze
- taką samą kulkę, ale pustą w środku, o ściance o grubości 1 mm
- torus – krążek o średnicy 6 cm, wygenerowany również w 3D Builderze
- zatyczkę do butelki z napojem, znaleziony na Thingiverse.

Modele zostały pocięte domyślnie przez oprogramowanie Formlabs – PreForm, przy użyciu opisywanej w jednym z wcześniejszych artykułów funkcji ONE CLICK PRINT. Tak wyglądał układ detali w programie:

Czas wydruku to 12 godzin i 11 minut, zużycie żywicy to niespełna 100 ml.
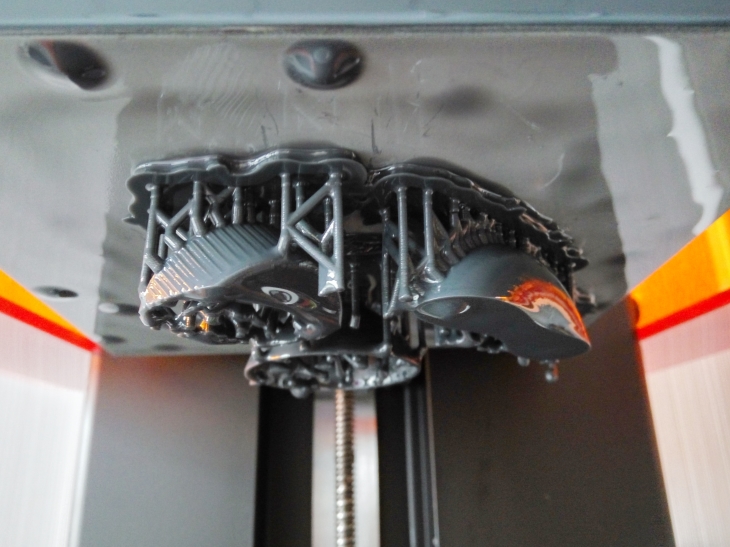
Po kilku godzinach pracy (mniej więcej 1/3 wymaganego czasu), usłyszałem, że drukarka 3D wydaje z siebie niecodzienny dźwięk – po każdym podniesieniu stołu do góry, następowało “stuknięcie”. Okazało się, że wydaje go ramię czyszczące pojemnik, które zawadza… o dość spory fragment wydruku, przyczepiony do dna pojemnika.

Szczęśliwie, ramię nie jest sztywne na całej długości – w połowie jest złamane i się podnosi. To sprawiło, że nie blokowało się na “utopionym” wydruku 3D, tylko nad nim przeskakiwało (wydając wspomniany dźwięk). Wydaje mi się, że zauważyłem tą awarię dość szybko od chwili jej wystąpienia, ponieważ nic nie uległo uszkodzeniu. Teoretycznie problem mógł okazać się poważny – ramię mogło się uszkodzić (wygiąć lub złamać), a jego fragmenty zahaczyć o opuszczający się w żywicy stół. Używam słowa “teoretycznie”, gdyż w praktyce nic takiego nie nastąpiło. Wydruk został zatrzymany, a my przystąpiliśmy do pracy reanimacyjnej…

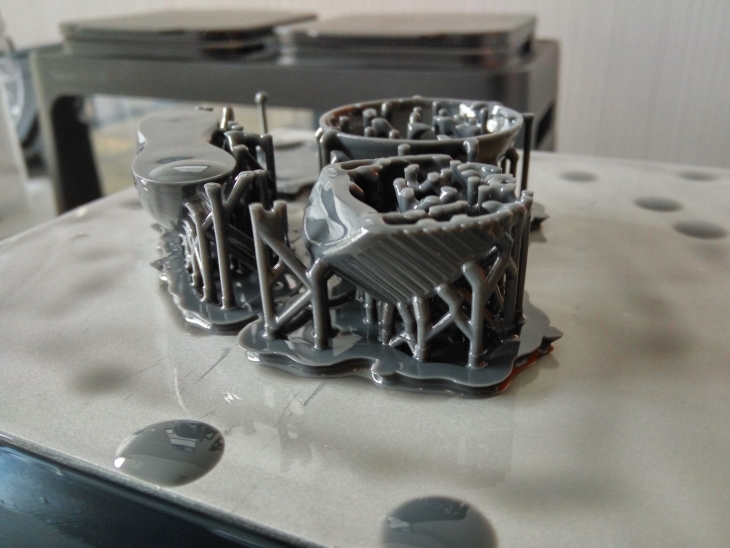
W pierwszej kolejności zdjęliśmy stół roboczy, a z niego niedokończone wydruki 3D. Oczywiście nadawały się tylko do śmieci. Stół po chwili wrócił na swoje miejsce.


Następnie odpięliśmy z drukarki 3D ramię czyszczące i pozostawiając je w pojemniku, zdjęliśmy sam pojemnik z żywicą. Pojemnik położyliśmy na kilku arkuszach papieru, żeby zabezpieczyć powierzchnię stołu przed przypadkowym zabrudzeniem.
Do usuwania żywicy wykorzystaliśmy gumową, elastyczną szpachelkę do rozprowadzania silikonu. Można ją nabyć w dowolnym markecie budowlanym za kilka złotych. Szpachelka powinna zostać dokładnie oczyszczona z kurzu lub innych zanieczyszczeń. Najlepiej użyć do tego alkoholu izopropylowego, który wykorzystujemy w post-processingu (oczywiście czystego, a nie tego, w którym kąpiemy wydruki).
Jak wszystkie tego typu prace – wykonujemy ją w rękawiczkach.
Teraz najważniejsza i najtrudniejsza rzecz zarazem. Dno pojemnika jest pokryte specjalną powłoką umożliwiającą właściwą polimeryzację żywicy podczas jej naświetlania wiązką lasera. Jeżeli ją porysujemy – w tym miejscu żywica nie będzie już utwardzana. Niestety to nie działa tak jak w przypadku np. podkładki adhezyjnej do stołów w drukarkach 3D typu FDM – jeżeli ją gdzieś porysujemy lub nawet zerwiemy, to w tym miejscu wydruk będzie słabiej trzymał się stołu, ale koniec końców cały się wydrukuje. W tym przypadku żywica się nie utwardzi na całej wysokości modelu, co znacząco wpłynie na jego jakość.

Musimy być zatem bardzo ostrożni i delikatni w usuwaniu modelu (lub jego złogu) z dna pojemnika. Niestety w znakomitej większości przypadków, trzyma się on bardzo mocno… Niezbędne jest odpowiednie wyczucie i cierpliwość w jego podważaniu.

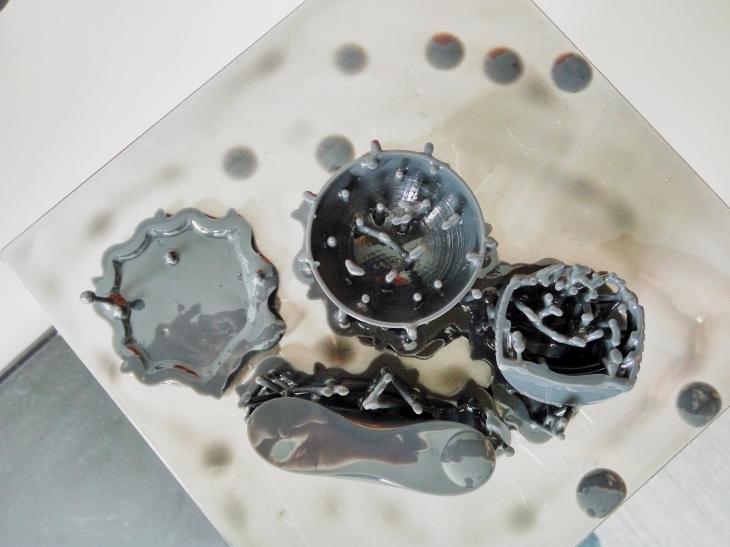
Gdy model w końcu odrywa się od dna – wyciągamy go i wyrzucamy. Następnie za pomocą ramienia czyszczącego kilkakrotnie przeczesujemy żywicę w poszukiwaniu innych fragmentów utwardzonej żywicy. My znaleźliśmy jeden. Jeżeli byśmy go zostawili – mogłoby to mieć wpływ na jakość pracy urządzenia i polimeryzację żywicy (tzn. złóg mógłby “stanąć na drodze” wiązki lasera).



Po wszystkim mocujemy stół i ramię na powrót na drukarce 3D i kontynuujemy pracę.
Co mogło być powodem wyniknięcia takiej sytuacji? Jak zwykle jest kilka niezależnych, potencjalnych przyczyn:
- zbyt duże nasycenie modeli
- niedoskonałe supporty, wygenerowane przez program
- jedno i drugie w kontekście specyfiki żywicy specjalnej, jaką jest FLEXIBLE; możliwe, że ze standardową żywicą nie byłoby takich problemów?
Moim zdaniem kluczowa mogła okazać się inna rzecz – podczas wgrywania modeli 3D do PreForm, program zwrócił komunikat, że jeden z modeli ma błąd i go naprawił. Być może naprawa nie była do końca udana i zaważyła nad tym, że model nie utrzymał się na podporach?
















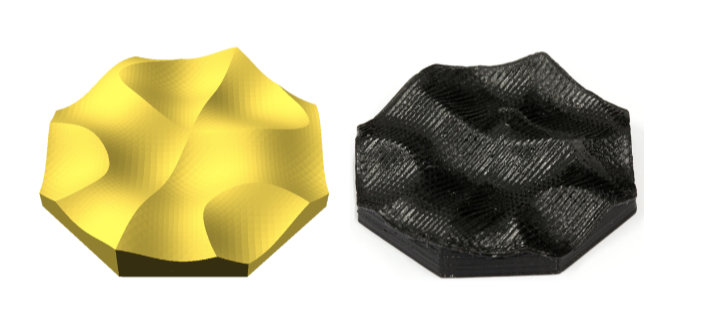















Drukowanie zamkniętych, pustych w środku elementów na SLA to zły pomysł. W najlepszym wypadku zostaniesz z modelem z nieutwardzoną żywicą w środku, w najgorszym nie utwardzą się ostatnie warstwy.
Tak, tym bardziej, że wewnątrz tej struktury i tak zostały wygenerowane supporty – więc obiekt nie był pusty co do zasady. Bardziej chciałem porównać różnice w twardości / elastyczności pomiędzy “pustym” a pełnym obiektem. No ale tak czy inaczej to nie wyszło… Wróciłem już do naszych bardziej standardowych wydruków testowych :-)