



Panowin F1 i test druku 3D różnych wysokości warstw modelu
W poprzednim artykule poświęconym taniej, chińskiej drukarce 3D do samodzielnego montażu – Panowin F1, opisywałem zalety oprogramowania Pango, które generuje najwspanialsze struktury podporowe, jakie w życiu widziałem. Od tamtej pory minęły dwa tygodnie, wydrukowaliśmy masę kolejnych modeli 3D i coraz bardziej oswajamy się z tym urządzeniem, dostrzegając jego zalety i wady.
Jak mogliśmy się tego spodziewać, nie wszystkie wydruki wychodzą idealnie – są takie, z którymi drukarka 3D radzi sobie dość słabo. Zanim jednak przymierzymy się do finalnej recenzji, zapraszamy do kolejnego, pośredniego testu. Dziś przyszedł czas na porównanie jakości wydruków 3D ze względu na wysokość drukowanej warstwy. Skąd ten pomysł? Otóż Pango oferuje nam dość szeroki zakres możliwości – począwszy od super precyzyjnej warstwy na poziomie 0,05 mm, a skończywszy na nieco absurdalnej jak na specyfikację techniczną drukarki 3D warstwie 1 milimetra.
Do testów wybraliśmy model pokrętła popularnego imadła autorstwa Christopha Laimera z Thingiverse. Chociaż nie jest ono specjalnie wymagające dla przeciętnej drukarki 3D i drukuje się bez jakichkolwiek podpór, świetnie sprawdza się w ukazaniu jakości wydruku 3D – zwłaszcza w kontekście nakładanych przez głowicę warstw. W drukowaniu użyliśmy błękitnego filamentu Easy PLA od Fiberlogy.
Modele drukowaliśmy na sześciu różnych warstwach:
- 0,05 mm
- 0,1 mm
- 0,2 mm
- 0,3 mm
- 0,5 mm
- 1,0 mm.
W programie możemy ustawić ręcznie wysokość warstwy, bądź wykorzystać do tego przycisk – przeskok następuje o 0,05 mm. Teoretycznie możemy więc drukować model także na warstwie o wysokości np. 0,09 mm, z tym że nie sprawdzaliśmy tego…

Jako ciekawostkę podam, że wszystkie dotychczas wykonywane wydruki 3D na Panowin F1 były drukowane na warstwie 0,15 mm, która jest domyślną w Pango. W teście pominęliśmy ją, wychodząc z założenia że różnice pomiędzy 0,1 mm a 0,2 mm będą na tyle niewielkie, że możemy sobie odpuścić ten wariant. Przy okazji postanowiliśmy sprawdzić też, jak przedstawia się kwestia symulacji czasów wydruków podawanych przez oprogramowanie do rzeczywistości? Niestety wpadliśmy na to przy drugim wydruku testowym (warstwa 0,1 mm), dlatego badanie jest niepełne (jakkolwiek jak to zobaczycie za chwilę, okazało się to być w gruncie rzeczy bez znaczenia…).

Wysokość drukowanej warstwy określamy w podstawowych ustawieniach Pango. Tak jak wspominałem, domyślna warstwa to 0,15 mm. Estymowane przez program czasy druku 3D dla poszczególnych warstw wyniosły (godzina:minuta):
- 0,05 mm – 07:05
- 0,1 mm – 03:45
- 0,2 mm – 02:01
- 0,3 mm – 01:24
- 0,5 mm – 00:55
- 1,0 mm – 01:08
Jak widać, druk 3D na warstwie 1 mm jest o blisko 10 minut dłuższy od druku 3D na warstwie 0,5 mm. Skąd ta różnica? Otóż Pango postanowiło w tym wariancie dobudować podpory! Jak sprawdziliśmy, są one automatycznie generowane dla tego konkretnego modelu od warstwy 0,6 mm wzwyż.

Tak prezentowały się rzeczywiste czasy druku 3D:
- 0,05 mm – b/d
- 0,1 mm – 05:01 (różnica 01:16)
- 0,2 mm – 02:50 (różnica 00:45)
- 0,3 mm – 02:00 (różnica 00:36)
- 0,5 mm – 01:18 (różnica 00:23)
- 1,0 mm – 01:33 (różnica 00:25)
Jak zatem widać, software zaniża czasy o ok. 25-30%. Dotyczy to jednak tego konkretnego modelu. W kolejnych testach sprawdzimy jak wygląda to przy innych geometriach?
Przechodzimy do kwestii jakościowych… Na start niespodzianka! Model wydrukowany na warstwie 0,05 mm wcale nie jest tak idealny jak (teoretycznie) mogłoby się wydawać? Na powierzchni wydruku 3D powstały cieniutkie nitki, z kolei we wnętrzu otworu gałki powstały linie będące efektem zakańczania się poszczególnych obrysów.

Ta ostatnia rzecz nie byłaby niczym szczególnym, gdyby nie fakt, że na pozostałych wydrukach 3D nie ma po nich ani śladu.

Najlepiej pod względem jakości prezentuje się model wydrukowany na warstwie 0,1 mm. Jestem przekonany, że podobny efekt byłby widoczny na wydruku na warstwie 0,15 mm.
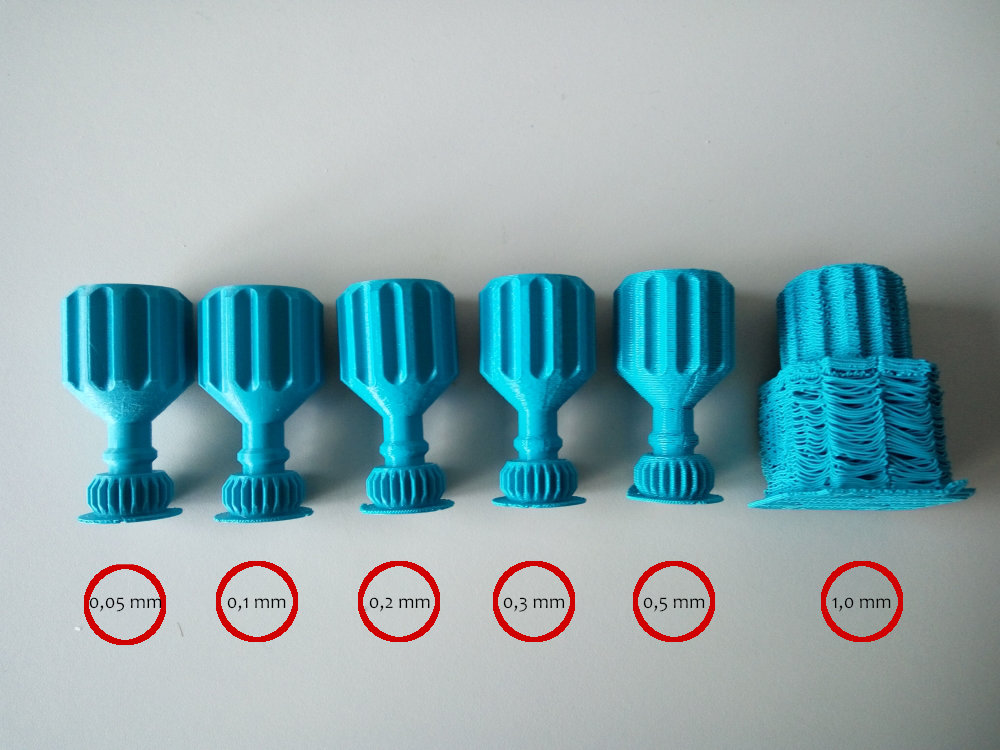



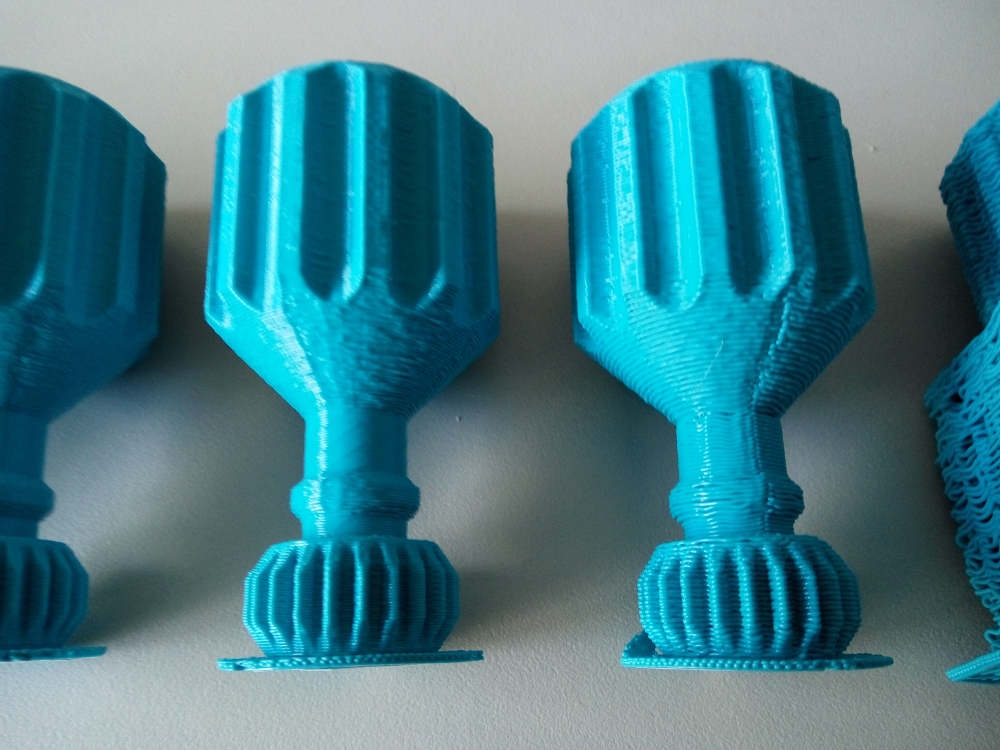

Druk 3D na warstwie 0,3 mm jest znośny, na warstwie 0,5 mm też – ale na pewno nie dla tej geometrii.
Zgodnie z przewidywaniami drukowanie głowicą 0,4 mm na warstwie 1 mm musiało zakończyć się katastrofą. Filament był “opuszczany” na kolejne warstwy – trudno było to nazwać drukowaniem w tradycyjnym słowa znaczeniu. Nieśmiała próba oderwania supportu zakończyła się jego całkowitym rozwarstwieniem, więc pozostawiliśmy go takim jak na zdjęciach.

Podsumowując, domyślna warstwa na poziomie 0,15 mm jest najbardziej optymalna dla Panowin F1, zarówno pod względem jakości wydruku jak i czasu pracy urządzenia. Opcje 0,05 mm i wszystkie powyżej 0,3 mm są raczej opcją oprogramowania, gdyż drukarka 3D radzi sobie z nimi dość słabo. Możliwe, że gdzieś w Chinach można dokupić sobie głowicę (lub cały extruder?) z inną średnicą. Z tym że wnioskując to po czasach pracy i osiągniętej jakości wydruków, raczej nie przedstawia to głębszego sensu…


































Jaki jest wymiar detalu?
XYZ: 35,5 x 35,5 x 67 mm. Domyślny rozmiar z pliku STL.