Znakomita większość osób rozpoczynających przygodę z drukiem 3D, nie ma świadomości, że jest to bardzo szeroka definicja, obejmująca wiele zróżnicowanych metod wytwarzania detali techniką przyrostową. Z uwagi na to, że najpopularniejszymi drukarkami 3D są urządzenia drukujące z termoplastów (czyli popularnego plastiku) w technologii FDM / FFF, początkujące osoby sprowadzają druk 3D właśnie do tego rozwiązania. Tymczasem każdy kto choć trochę zgłębi temat odkrywa, że za słowem “druk 3D” skrywa się o wiele, wiele więcej.
Zacznijmy może od tego, czym jest druk 3D? Zgodnie z definicją, jest to metoda polegająca na nakładaniu materiału budulcowego warstwa po warstwie i jego selektywnym spajaniu. Każda technologia druku 3D używa innego materiału, który spajany jest w inny sposób. Ze względu na to, możemy wyróżnić następujące, główne ich rodzaje:
FDM / FFF

FDM / FFF – drukowanie z termoplastów (czyli plastiku), poprzez rozgrzewanie tworzywa sztucznego dostarczanego do drukarki 3D w formie żyłki w głowicy drukującej i doprowadzanie go do stanu półpłynnego. Warstwy są nakładane najpierw w osiach XY, a gdy drukarka 3D skończy je układać, głowica albo się podnosi do góry, albo stół roboczy opuszcza się w dół o wysokość warstwy i nakładana jest kolejna warstwa. Półpłynne tworzywo sztuczne spaja się pod wpływem wysokiej temperatury i szybko zastyga tworząc (niemalże) jednolitą strukturę. Różnica w nazewnictwie (FDM / FFF) wynika z faktu, że FDM jest nazwą handlową zastrzeżoną przez twórcę tej technologii – firmę Stratasys.
SLA
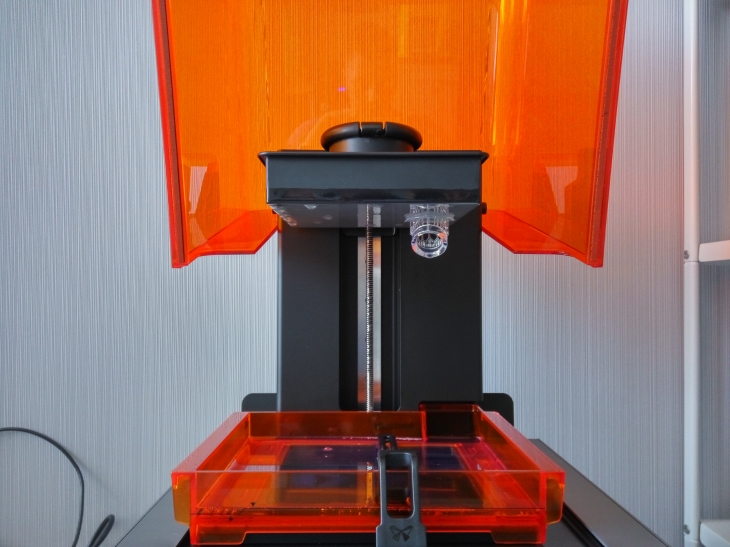
SLA (Stereolitografia) – drukowanie z żywicy światłoutwardzalnej, utwardzanej wiązką lasera. W pojemniku wlewana jest żywica, w której zanurza się stół roboczy. Gdy stół jest opuszczany na dno pojemnika na wysokość zadanej warstwy, wiązka lasera “rysuje” kształt obiektu w płaszczyźnie XY, utwardzając żywicę. Gdy to kończy, stół się podnosi na wysokość kolejnej warstwy i proces się powtarza.
DLP
DLP – proces zbliżony do SLA, z tym że żywicę nie utwardza się wiązką lasera, a światłem emitowanym przez projektor zamontowany pod pojemnikiem z żywicą. Zaletą tej metody jest to, że cała warstwa jest naświetlana (utwardzana) równocześnie. Wadą jest to, że duże detale (o długości / szerokości wyższej niż kilkanaście centymetrów) następuje duży skurcz utwardzanej w tym samym czasie żywicy. Ostatnimi czasy kilka firm wprowadziło modyfikację do tej techniki zastępując projektor DLP wyświetlaczem LCD. Rozwiązanie to – choć dużo tańsze, charakteryzuje się jednak nieco gorszą jakością osiąganych wydruków.
PolyJet / MJP

PolyJet / MJP – proces zbliżony do tradycyjnego drukowania atramentowego lub laserowego na papierze. Nad stołem roboczym przesuwa się w osi X głowica, która selektywnie natryskuje żywicę światłoutwardzalną (dokładnie tak samo jak drukarka atramentowa natryskuje na papier atrament). Równocześnie żywica jest utwardzana światłem UV. Gdy warstwa zostanie wydrukowana, stół opuszcza się w osi Z. PolyJet to nazwa handlowa firmy Objet, należącej do Stratasysa, MJP to nazwa handlowa firmy 3D Systems. Metody różnią się od siebie niewielkimi niuansami technologicznymi oraz gatunkami żywic, z jakich korzystają
CJP

CJP – druk 3D z proszku gipsowego w pełnym kolorze. Na stole roboczym drukarki 3D rozsypywana jest warstwa proszku gipsowego. Następnie głowica drukująca przesuwa się nad nim w osi X natryskując selektywnie lepiszcze i kolorowy atrament, na tej samej zasadzie jak w technologii PolyJet / MJP. Proszek skleja się ze sobą, tworząc obiekt przestrzenny. Po zakończonej pracy należy go “wydobyć” z niesklejonego proszku, oczyścić i utwardzić specjalnym preparatem chemicznym.
Binder Jetting
Technologia Binder Jetting, podobnie jak CJP, opiera swoje działanie na stosowaniu ciekłych spoiw, które łączą piasek, metal lub ceramikę. Charakteryzuje się również dużą analogią do pracy klasycznych drukarek atramentowych gwarantując dzięki temu naprawdę bardzo dużą wydajność. Binder Jetting jest technologią w 100% przemysłową i jest szeroko stosowana do produkcji form oraz rdzeni odlewniczych, które są przystosowane do zalewania ciekłymi metalami o temperaturach nawet 1600oC. Największa zaletą tej technologii jest brak konieczności stosowania struktur wsparcia.
SLS

SLS – druk 3D ze sproszkowanych tworzyw sztucznych (poliamidów), spiekanych ze sobą laserem. Na stole roboczym drukarki 3D rozsypywana jest warstwa sproszkowanego tworzywa, które jest selektywnie spiekane wiązką lasera. Podobnie jak w przypadku CJP lub Binder Jetting, po zakończonej pracy, model(-e) wydobywa się z bryły niespieczonego proszku.
SLM / DMLS
SLM / DMLS – druk 3D ze sproszkowanych metali. Zasada działania jest dokładnie taka sama jak w przypadku metody SLS, z tą różnicą, że detale muszą mieć projektowane podpory spajające detal ze stołem roboczym. Nie można ich także piętrować (drukować jeden na drugim), jak w przypadku powyższych metod proszkowych.
EBM
EBM – druk 3D ze sproszkowanych metali, zbliżona do SLM / DMLS, z tą różnicą, że zamiast wiązki lasera, do topienia metalu używana jest wiązka elektronów.
MJF
MJF – technologia opracowana przez firmę HP, polegająca na druku 3D ze sproszkowanych tworzyw sztucznych (poliamidów), poprzez selektywne natryskiwanie na nie lepiszcza, które skleja ze sobą poszczególne warstwy modelu i zgrzewania ich w wysokiej temperaturze, co powoduje ich trwałe zespojenie się.
POZOSTAŁE
Oprócz w/w technik istnieje też szereg pochodnych, które są albo stosunkowo niszowe, albo wyjątkowo specjalistyczne. Wśród nich możemy wyróżnić coraz głośniejsze biodrukowanie (spajanie w sposób selektywny materiału biologicznego, utrzymywanego w określonym środowisku), drukowanie z różnego rodzaju mas plastycznych (ceramika, czekolada etc.), czy folii lub papieru, którego warstwy są po spajaniu plotowane nożem (technologia LOM).
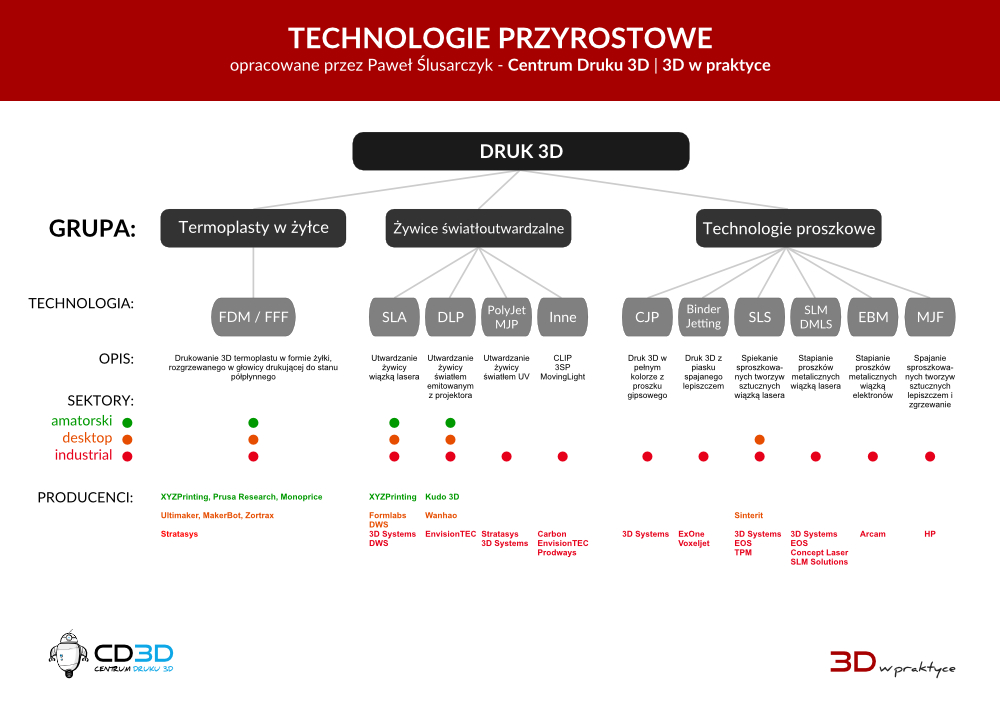
Poniżej prezentujemy diagram prezentujący wszystkie najważniejsze metody przyrostowe, wraz z ich krótką charakterystyką oraz możliwością wykorzystania w sektorach: amatorskim, desktopowym i przemysłowym. Im wyższa klasa sektora – tym wyższa cena urządzenia (systemy drukujące ze sproszkowanych tworzyw sztucznych lub metali typu SLS czy SLM to koszty rzędu kilku milionów PLN).
POBIERZ DIAGRAM W PDF