



Porównanie PLA od efilament3d oraz blackfrog

Parę tygodni temu pisałem o testowaniu filamentu – wspomniałem m.in. o tym, jakie czynniki mogą wpływać na wydruk oraz jakie problemy mogą sprawić drukarce różne fragmenty modeli. Wybrałem też 12 obiektów testowych, o różnym stopniu złożoności, pozwalających zaobserwować jak urządzenie przy użyciu wybranego filamentu poradzi sobie przy druku różnych struktur.
W ramach wstępnego testu wykonałem serię wydruków kilku wybranych modeli, używając 2 gatunków czerwonego, 3 mm PLA pochodzących z różnych źródeł. Pierwszy filament to materiał pochodzący od efilament3d.pl, drugi – z blackfrog.pl. Obydwa materiały zdążyły już niestety nieco odleżeć w szufladzie – materiał z efilament3d zakupiłem 5 miesięcy temu, natomiast próbkę PLA od blackfrog dostałem miesiąc później. Pierwszy filament przechowywałem luzem w pomieszczeniu o wilgotności ok. 50% (co wg moich obserwacji nie wpływa negatywnie na PLA), drugi – szczelnie zapakowany razem z pochłaniaczem wilgoci.
Po dokładnym zmierzeniu obydwu filamentów i skalibrowaniu drukarki za pomocą sześciokąta dobrałem następujące ustawienia Slic3ra:
- efilament3d – średnica 2.77 mm, współczynnik ekstruzji: 0.88
- blackfrog – średnica 2.80 mm, współczynnik ekstruzji: 0.91
Pomijając powyższe parametry, wszystkie wydruki były wykonane z takimi samymi ustawieniami (ich kompletną listę można znaleźć we wcześniej wspomnianym artykule).
Uwagi ogólne
Na pierwszy rzut oka widać, że obydwa filamenty różnią się między sobą. Materiał z efilament3d (1) ma żywy, czerwony odcień, podczas gdy są wydruki z filamentu BlackFrog (2) mają zdecydowanie mniej nasycony kolor – są nieco przejrzyste, o barwie bardziej zbliżonej do różu.
Pomijając kolor, same wydruki praktycznie nie różnią się od siebie. Przedmioty z filamentu BlackFrog wydają się mieć nieco ładniej wykończoną górną powierzchnię, jednak różnica jest na tyle mała, że podejrzewałbym tu większy wpływ niedoskonałej kalibracji filamentu niż z samej jakości tworzywa.
Wiele wydruków jest dalekich od ideału, a niektóre z nich w ogóle się nie udały. Wpływ na to ma wiele czynników – niekoniecznie związanych z jakością filamentu. Znaczenie może mieć też sama drukarka (Monkeyfab Prime3D) i wykorzystane w niej rozwiązania techniczne, np. system chłodzenia wydruku. Na innych urządzeniach prawdopodobnie dałoby się uzyskać nieco inne (lepsze lub gorsze) efekty.
Poniżej opiszę druk różnych modeli, razem z problemami które napotkałem podczas testów.
Sześciokąt

Głównym celem wykonania tego przedmiotu było skalibrowanie ilości wyciskanego filamentu (która wynika z faktycznej grubości podawanej do ekstrudera plastikowej żyłki). Po jego kilkukrotnym wydrukowaniu i odpowiedniej korekcie współczynnika ekstruzji (extrusion multiplier) udało mi się uzyskać ścianki o grubości zgodnej z projektem (z dokładnością 0.05 mm).
Na zdjęciach widać niezbyt ładne przerwy między najcieńszą ścianką (0.38 mm) a innymi bokami przedmiotu – wynika to z tego, że na każdej warstwie drukarka rysuje tą ściankę oddzielnie, przerywając na chwilę podawanie filamentu. W idealnej sytuacji przerwa ta byłaby całkiem regularna. Najprościej byłoby uniknąć tego efektu zmuszając slicer, żeby inaczej pociął powyższy model – np. tak, żeby każda warstwa była drukowana w całości bez odrywania głowicy.

Tester przewieszeń

Ku mojemu dużemu zaskoczeniu, oba wydruki wyszły niemal identycznie. Przy przewieszeniach 45, 40 i 35 stopni (czyli tych bardziej stromych) powierzchnia jest prawie idealna. Lekkie zaburzenia widać na czwartym segmencie (30 stopni), i z każdym kolejnym zniekształcenia są coraz większe. Przy powierzchniach odchylonych od poziomu o 25 stopni lub mniej widać, jak miejscami filament opada o milimetr w dół, nie znajdując dostatecznego oparcia na niższych warstwach.
W obydwu wydrukach w podobnym stopniu wystąpił również problem zawijania filamentu. Od przewieszenia 30-stopniowego widać, jak czubki stopniowo podnoszą się do góry. Jest to jeden z bardziej nieprzyjemnych efektów – pomijając kwestie estetyczne, przy tak zawiniętych powierzchniach istnieje duże ryzyko, że głowica uderzając w nie odklei wydruk od stołu.
Jeśli chodzi o podparte przewieszenia po drugiej stronie modelu testowego – w obydwu przypadkach wyszły bardzo ładnie, bez względu na ich kąty.






Gwiazda

Obydwie gwiazdy, o rozpiętości 4 cm, zostały wykonane bez żadnych komplikacji. Przedmiot wykonany z materiału od BlackFrog ma minimalnie gładszą górną powierzchnię. Poza tym oba wydruki są prawie identyczne. Również oba zaczęły minimalnie odklejać się od stołu podczas druku (opcja brimu była wyłączona). Pionowe krawędzie na krańcach ramion oraz pomiędzy nimi wyszły odrobinę zniekształcone.



Dwunastościan foremny




Rzekotka

Podczas druku tego przedmiotu wystąpił podobny problem jak w przypadku dwudziestościanu – tym razem przerwałem wydruk w momencie, gdy w skutek kolizji z głowicą została odklejona jedna z łap, mimo otaczającego ją szerokiego brimu. Dla obydwu filamentów wystąpiło to niemal w tym samym momencie.


Propellor Vase
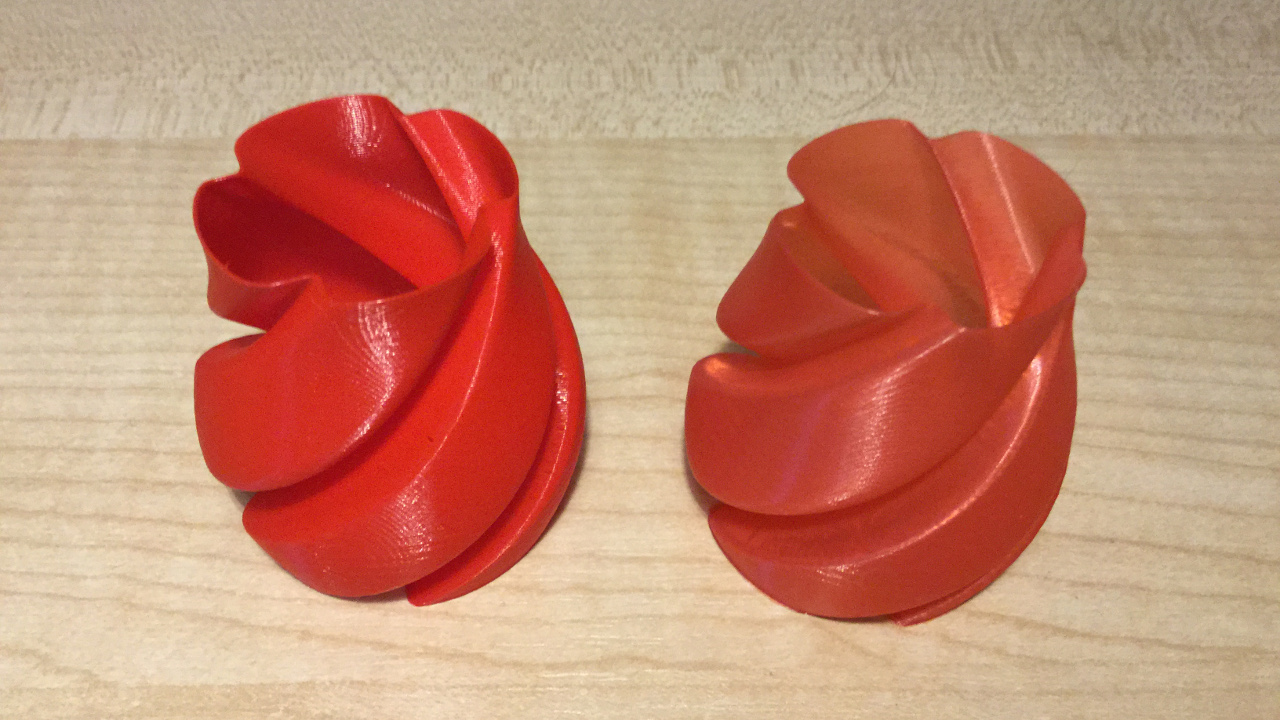
Wazy o grubości pojedynczej ścieżki tworzywa (ok. 0.4 mm) są o tyle ciekawym modelem, że widać na nich cały wyciśnięty filament. Jakiekolwiek zabrudzenia materiału czy kłopoty z jego równomiernym podawaniem są tu od razu widoczne. Obydwa wydruki wyszły bardzo dobrze – ich powierzchnia jest idealnie gładka, wolna od jakichkolwiek zaburzeń kształtu. Jedynym mankamentem są niewielkie przerwy pojawiające się na skośnych krawędziach, tam gdzie głowica mocniej zmieniała kierunek podczas kładzenia filamentu – przez co wazy nie są w 100% wodoszczelne. Efekt ten występuje trochę częściej w pierwszym wydruku (efilament3d) i prawdopodobnie udałoby się go całkowicie zniwelować zwiększając o kilka procent ilość wyciskanego filamentu.




Hypercube

Przy tym modelu skończyła mi się próbka filamentu od BlackFrog, dlatego w drugim obiekcie brakuje górnej powierzchni. Nie zaszkodziło to jednak zaobserwować, jak drukarka poradzi sobie z obydwoma filamentami przy druku skośnych fragmentów oraz poziomych krawędzi zawieszonych w powietrzu. W obydwu przypadkach nie wyszło to najlepiej – w dolnej części przedmiotów widać luźno zwisające nitki filamentu, a skośne krawędzie posiadają od spodu dużo nieregularności .



Podsumowanie
Podczas drukowania wyżej opisanych przedmiotów głównym problemem było zawijanie się fragmentów wydruku – przez co dwóch modeli w ogóle nie udało się wykonać, a jeden z obiektów (hypercube) powstał z dużymi defektami. Obydwa filamenty zachowywały się w tych sytuacjach podobnie, i nie potrafię na obecny moment stwierdzić, czy problemy wynikają z jakości tworzywa czy z ograniczeń samej drukarki. Jeśli chodzi o pozostałe, bardziej udane wydruki – w nich też nie ma zbyt dużych różnic między jakością przy wykorzystaniu materiału różnych producentów. Pomijając sam kolor filamentu – bardziej nasycony w przypadku tworzywa z efilament3d – wygląda na to, że obydwa materiały zachowują się w druku bardzo podobnie.
Źródła modeli:

































Zachęcam do zobaczenia wydruków z PLA czarnego tym razem, w wątku na reprapowo.pl:
http://www.mojreprap.pl/board/viewtopic.php?f=16&t=3929&start=100#p49530