Druk 3D z ABS i PVA na Ultimakerze 3
Jak już wielokrotnie o tym wspominaliśmy, jedną z najważniejszych cech Ultimakera 3 jest możliwość druku 3D z dwóch głowic drukujących. Mamy pod tym względem dwie opcje – drukowanie z dwóch takich samych materiałów w różnych kolorach, lub nakładanie przez jedną głowicę materiału głównego – budulcowego, a przez drugą PVA – materiału podporowego, rozpuszczalnego w wodzie. Od chwili wypuszczenia drukarki 3D na rynek Ultimaker podkreślał, że ta druga opcja jest dedykowana dla dwóch typów filamentów – PLA i nylonu. Jeśli chodzi o ABS to dopuszczał taką możliwość, ale jej oficjalnie nie wspierał. Jak zwykle postanowiliśmy to przetestować i sprawdzić jak to wygląda naprawdę…?
Gwoli przypomnienia – Ultimaker 3 jest wyposażony w dwa typy głowic, czy raczej bloków drukujących, noszących nazwę PrinCore’ów. PrintCore’y typu AA są dedykowane materiałom budulcowym, a BB wyłącznie materiałowi podporowemu. Używanie go do innych gatunków filamentów może doprowadzić do jego uszkodzenia.
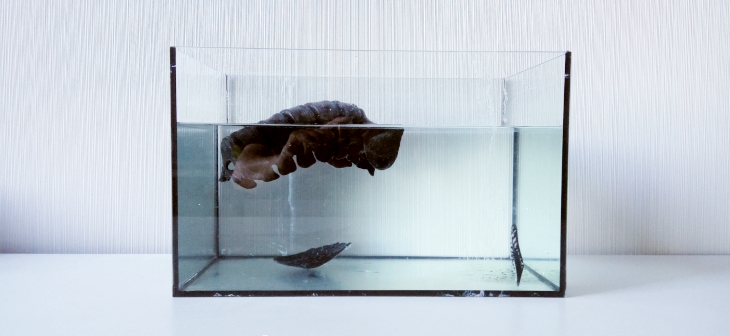
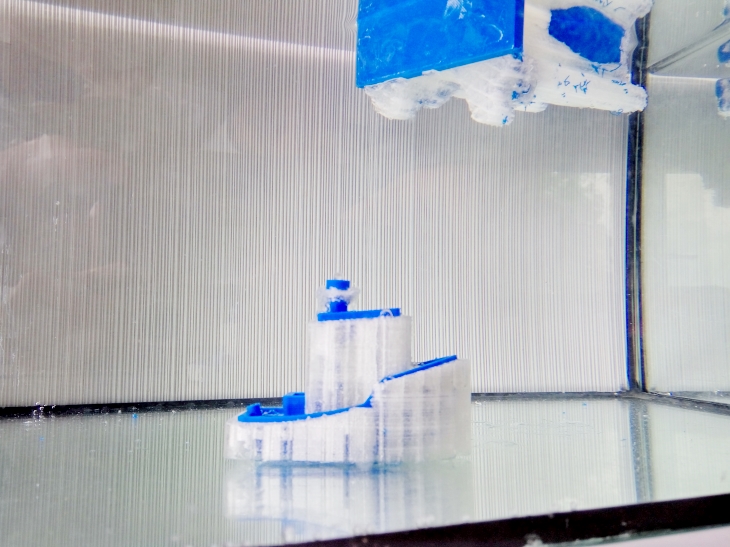
Po wydrukowaniu detalu z użyciem PVA, należy go zanurzyć w pojemniku z wodą, gdzie materiał się rozpuszcza. My używamy do tego zwykłego akwarium, przez co proces rozpuszczania i wypłukiwania PVA jest dość żmudny. Aby to przyspieszyć warto zaopatrzyć się w specjalną myjkę, bądź stworzyć ją samodzielnie przy pomocy środków “domowych”. PVA rozpuszcza się szybciej w ciepłej wodzie o temperaturze 30-40°C i zwiększonej cyrkulacji – wystarczy w tym celu zainstalować w naszym pojemniku zwykłą pompkę akwariową.
Kolejna ważna kwestia jeśli chodzi o PVA, to zabezpieczenie materiału przed wilgocią, którą bardzo chłonie z powietrza. Nie zadbanie o to spowoduje, że pogorszą się właściwości filamentu, co z kolei negatywnie odbije się na jakości wydruków. Nie ukrywam, że mocno zaniedbaliśmy ten aspekt w naszym przypadku pozostawiając PVA na drukarce 3D nawet na kilka tygodni. O tym jakie są tego konsekwencje dowiecie się poniżej… Gdy drukujemy z PVA dzień po dniu nic z tym oczywiście nie zrobimy, jednakże gdy drukarka 3D nie pracuje, bądź używamy tylko jednego filamentu, warto go zdjąć i przechowywać w zamkniętym, plastikowym worku z pochłaniaczem wilgoci.
Praca z ABS i PVA
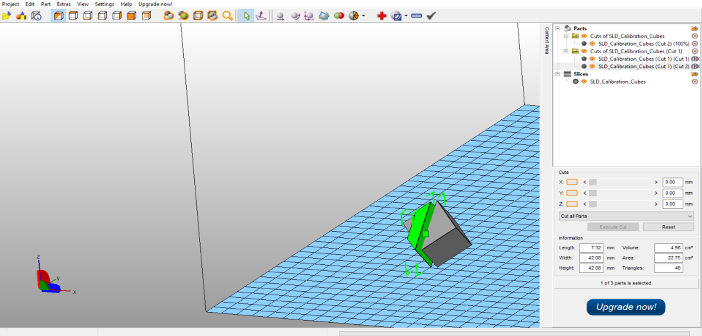
Pracę jak zwykle zaczynamy od CURY. W zakładce PrintCore 1 w menu materiału wybieramy ABS, a w PrintCore w PVA. Jeżeli nasza drukarka 3D jest połączona z komputerem przez WiFi oczywiście nie musimy tego robić – materiały zaktualizują się automatycznie.
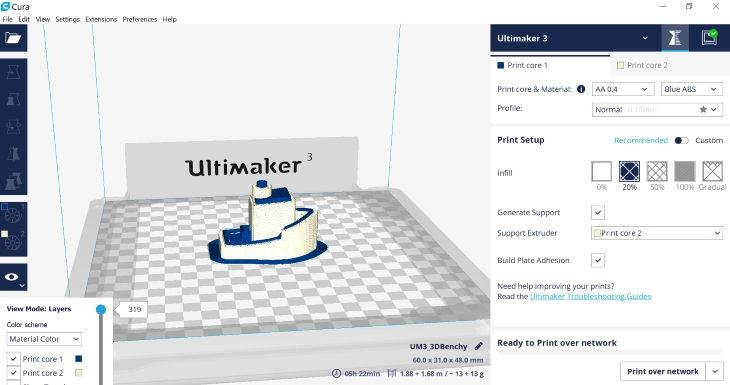
Wbrew moim obawom CURA nie wystosowała żadnego alertu lub powiadomienia, że nie powinienem łączyć tych dwóch materiałów – bez problemu pocięła zadane modele i przygotowała je do druku 3D.
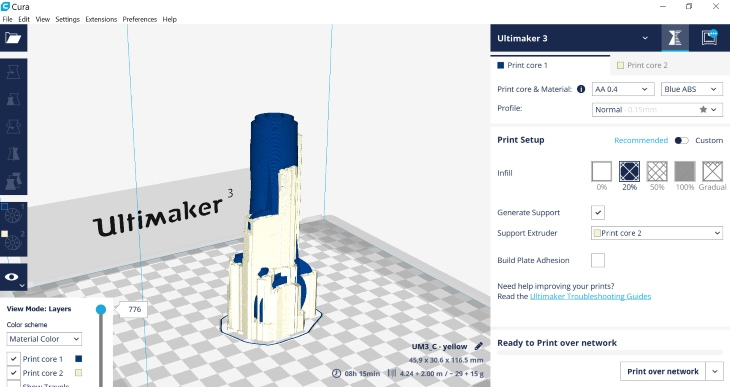
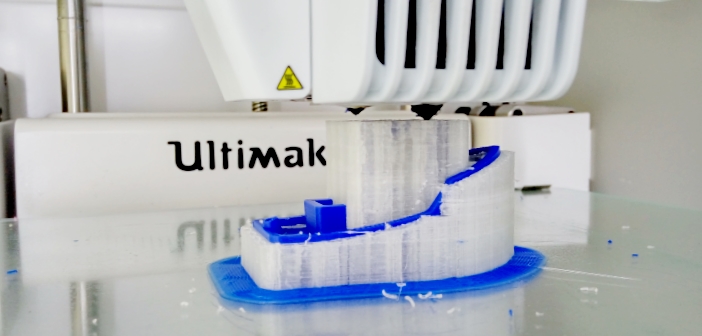
Do testów wykorzystałem oryginalne materiały producenta – niebieski ABS, opisywany w teście ręcznego skanera 3D opartego o smartfon i PVA. Jako modele testowe użyłem klasyczne 3DBenchy, fragment modelu ramienia robotycznego KUKI oraz model anatomiczny tętniaka aorty brzusznej autorstwa Pracowni Indywidualnych Implantów Medycznych łódzkiego Bionanoparku, który wykorzystałem już w testach Panowin F1.


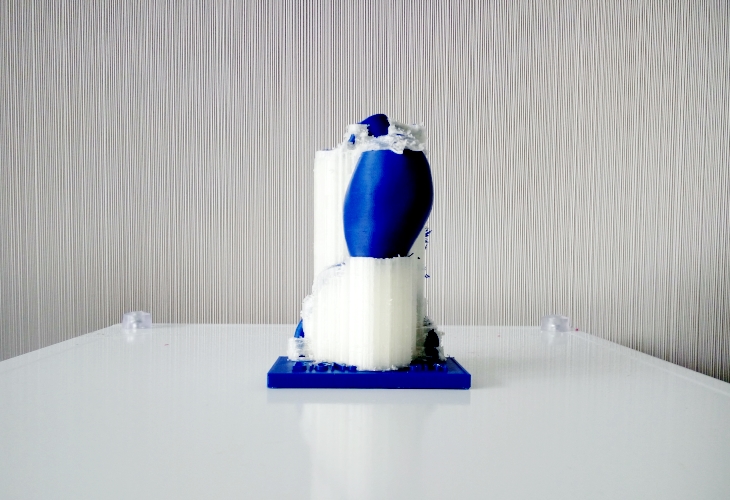
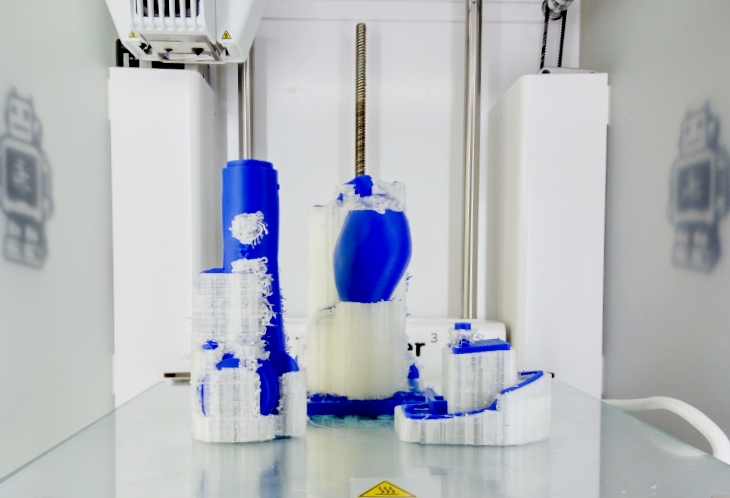
Sam druk 3D detali przebiegał bez problemów, nie licząc jednego drobnego niuansu – PVA okazało się być już na tyle zawilgotniałe, że podczas pracy charakterystycznie “strzelało”. Miało to niestety wpływ na wydruk – miejscami PVA nie kleiło się dobrze do ABS i pozostawiało pojedyncze dziurki na powierzchni modelu. Niestety chcąc używać tego materiału do pracy zawodowej / usługowej, konieczne jest restrykcyjne przestrzeganie zasady przechowywania filamentu w szczelnie zamkniętym opakowaniu.



Po zakończonej pracy modele nie różniły się niczym od tych drukowanych z PLA czy nylonu.
Jak zwykle wrzuciliśmy je do akwarium z wodą, gdzie PVA się rozpuściło. Z uwagi na to, że nie stosujemy wyżej opisanych metod wspomagania tego procesu, czekaliśmy na pełen rozpuszczenie dwa dni. W optymalnych warunkach nie powinno to trwać jednak dłużej jak 24 godziny.
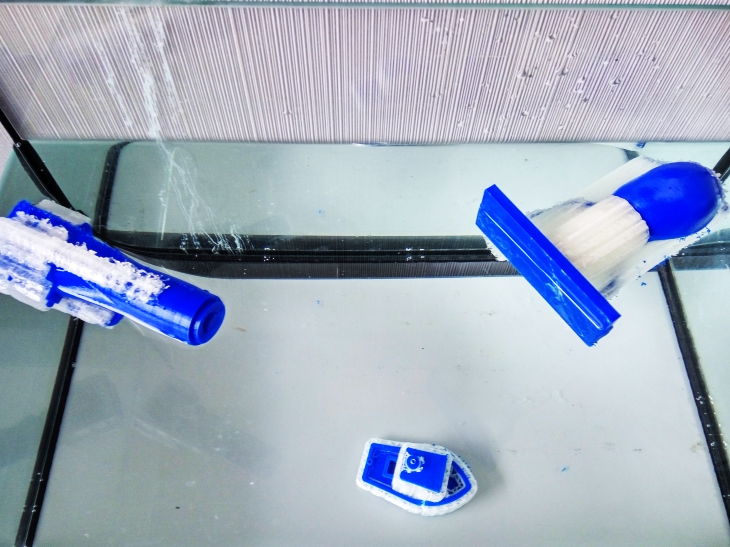
Tak prezentują się oczyszczone wydruki. Na ramieniu robotycznym KUKA powstały cieniutkie nitki na jednej z krawędzi, ale były dość proste do usunięcia. Ich pojawienie się wynikało w dużej mierze z problemów z zawilgotniałym PVA.

Oto porównanie detalu wydrukowanego na Panowin F1 i Ultimakerze 3. Różnica to to, że wnętrze modelu z Panowin jest wypełnione niemożliwym do usunięcia supportem, a model z Ultimakera 3 jest pusty wewnątrz.


Podsumowując, już na tak niewielkiej próbce widać, że drukowanie z ABS i PVA na Ultimakerze nie jest tak straszne jak mogłoby się wydawać? Z pewnością jest to dobry temat do dalszych testów i eksperymentów, ale łączenie obydwu materiałów powinno zdać egzamin i być funkcjonalne.