



O problemach z platformą w Primie

Prime3D – znakomita drukarka 3D produkcji Monkeyfab, na której z powodzeniem wykonałem mnóstwo mniejszych i większych przedmiotów, raz na jakiś czas potrafi zaskoczyć mnie rożnymi dziwnymi zachowaniami. Jednym z podejrzanych zjawisk, które w ostatnim czasie obserwowałem, było samoistne rozregulowywanie się stołu. Owy stół, czyli platforma robocza, w pozycji zerowej nie trzymał stałej, ustalonej odległości od dyszy, i w efekcie w przypadku różnych wydruków pierwsza warstwa filamentu potrafiła albo w ogóle nie przykleić się do szyby, albo zostawała rozsmarowana na jej powierzchni. Działo się to czasem nawet w przypadku wydruków puszczanych jeden za drugim, co chwilami doprowadzało mnie do frustracji, wyrażanej głośno za pomocą słów powszechnie uważanych za obelżywe. Na szczęście wszystkie problemy ze stołem udało się w końcu namierzyć i rozwiązać. Pozwolę sobie napisać kilka słów co było ich przyczyną.
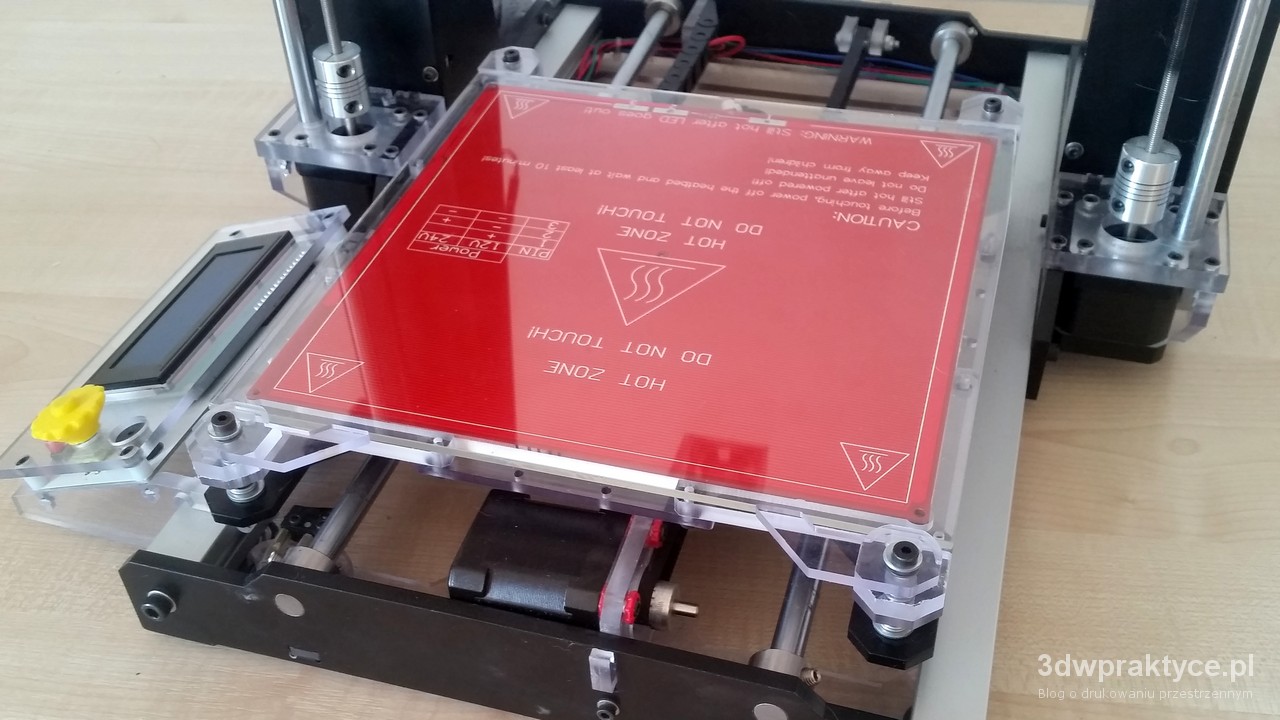
Podnoszenie się rogu stołu
Ustawienie stołu względem dyszy jest regulowane w Primie za pomocą specjalnych śrub. W przypadku starszej konstrukcji jak moja, są to 4 śruby umieszczone w rogach platformy. W nowych drukarkach ich liczba została zredukowana do 3 – tak że dwie znajdują się na froncie platformy, a trzecia w połowie jej tylnej krawędzi. Śruby znajdujące się z przodu stanowią też oś obrotu dla blokujących szybę poliwęglanowych łapek. Samą szybę, na której powstają wydruki, warto czasami zdjąć żeby szybciej ostygła, lub żeby łatwiej było oderwać z niej gotowy przedmiot.
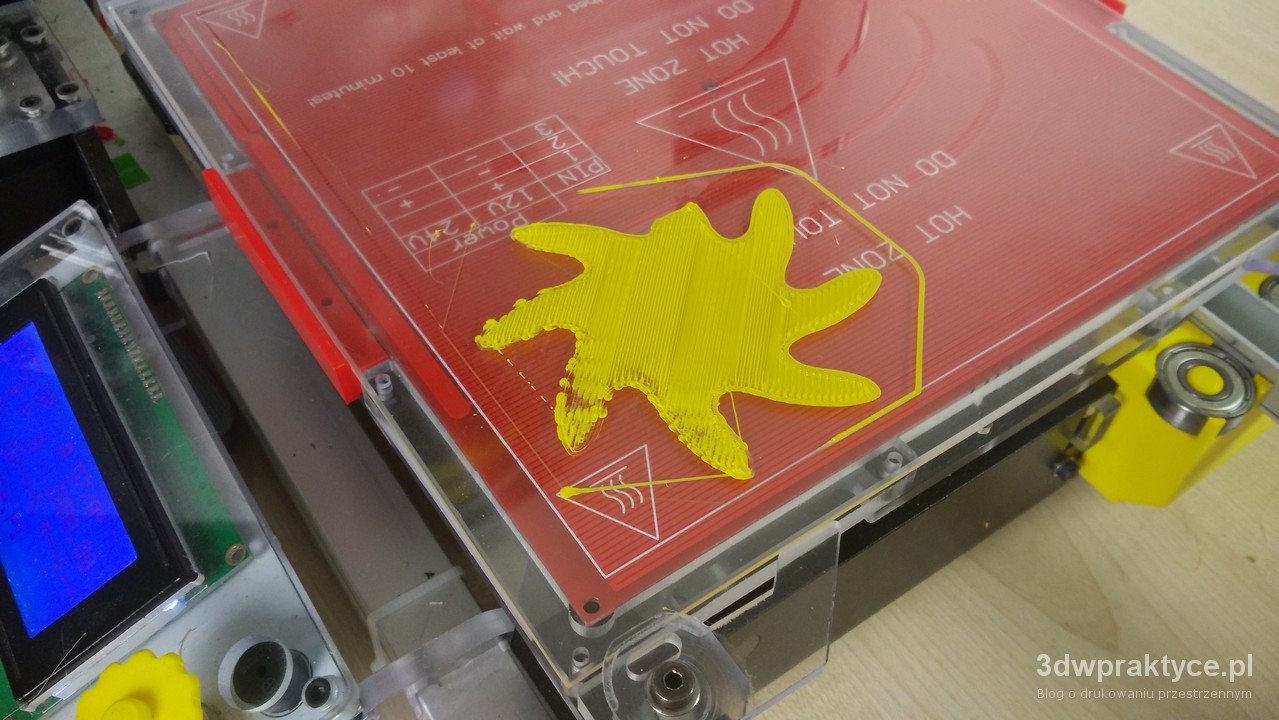
Pierwszym efektem, z którym miałem do czynienia było spłaszczanie najniższej warstwy wydruku blisko lewego, przedniego rogu platformy. Jak łatwo się domyślić, było to spowodowane samoistnym odkręcaniem się znajdującej w tym rogu śruby. Co kilka wydruków musiałem wykonać kalibrację stołu, przykręcając tę śrubę nawet o 180 stopni. Początkowo sądziłem, że wyrobił się gwint tulejki, w którą śruba jest wkręcona, i całość pod wpływem drgań stopniowo się rozkręca.
Już chciałem wymieniać tulejkę na nową, kiedy (dzięki wsparciu Monkeyfab) zauważyłem, że śruba obraca się podczas otwierania / zamykania łapki blokującej szybę. Ponieważ całość jest zawieszona na silnej sprężynie, śruba łatwiej się odkręcała niż przykręcała, i co parę wydruków stół wymagał ponownej kalibracji. Żeby rozwiązać problem, najpierw próbowałem smarować miejsce kontaktu śruby i łapki (kiepski pomysł), aż w końcu po prostu delikatnie przygiąłem tulejkę kombinerkami:



Śruba wkręciła się ponownie z dużo większym oporem i przestała samoistnie się odkręcać przy zdejmowaniu szyby. Rozwiązanie z kombinerkami jest nieco inwazyjne i trzeba tu zachować ostrożność – przy użyciu zbyt dużej siły można zgnieść tulejkę tak mocno, że zostanie całkowicie zniszczona. Bezpieczniejszym sposobem będzie użycie Loctite lub innego preparatu przeciwdziałającemu luzowaniu się elementów gwintowanych.
Podobny efekt zaobserwowałem kilka tygodni później w przypadku drugiej łapki, po prawej stronie stołu. Delikatne zgniecenie metalowej tulejki sprawdziło się w tym wypadku równie dobrze.
Endstop Z
Drugim podejrzanym efektem związanym z platformą było to, że przy równo wypoziomowanym stole cała pierwsza warstwa od czasu do czasu wychodziła rozmazana, a po odczekaniu chwili i puszczeniu wydruku ponownie, wszystko znowu było dobrze.
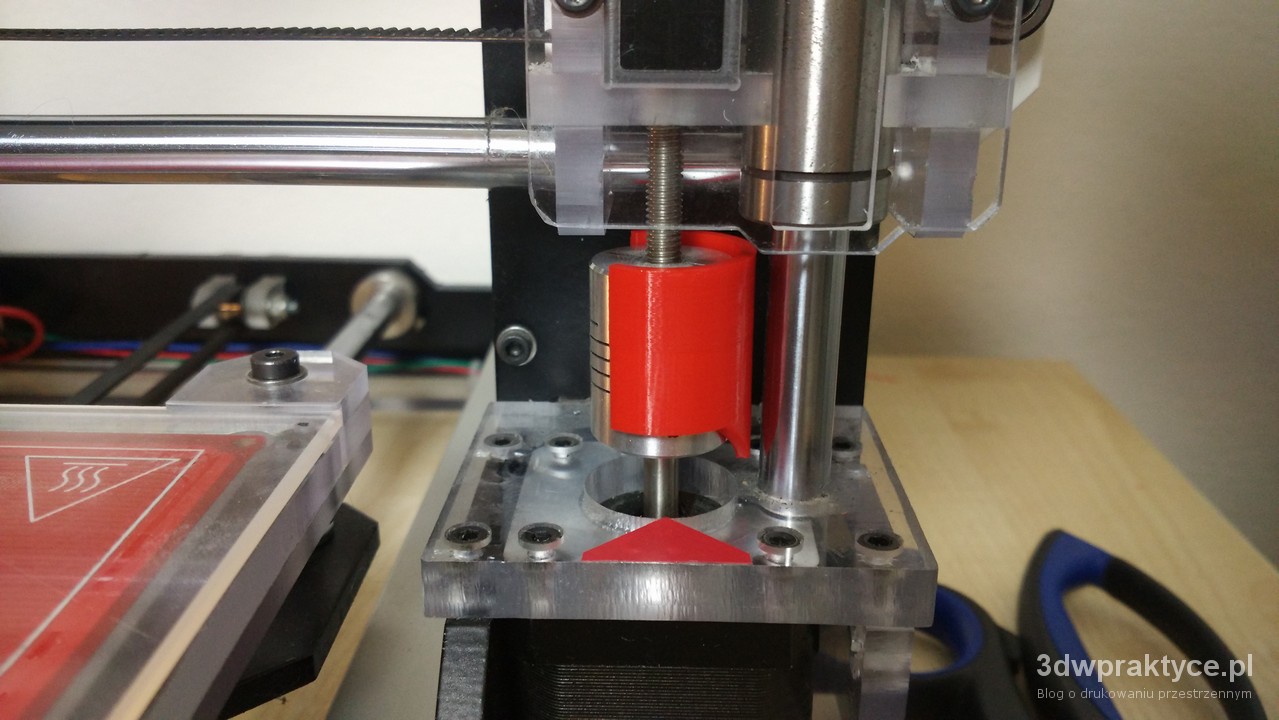
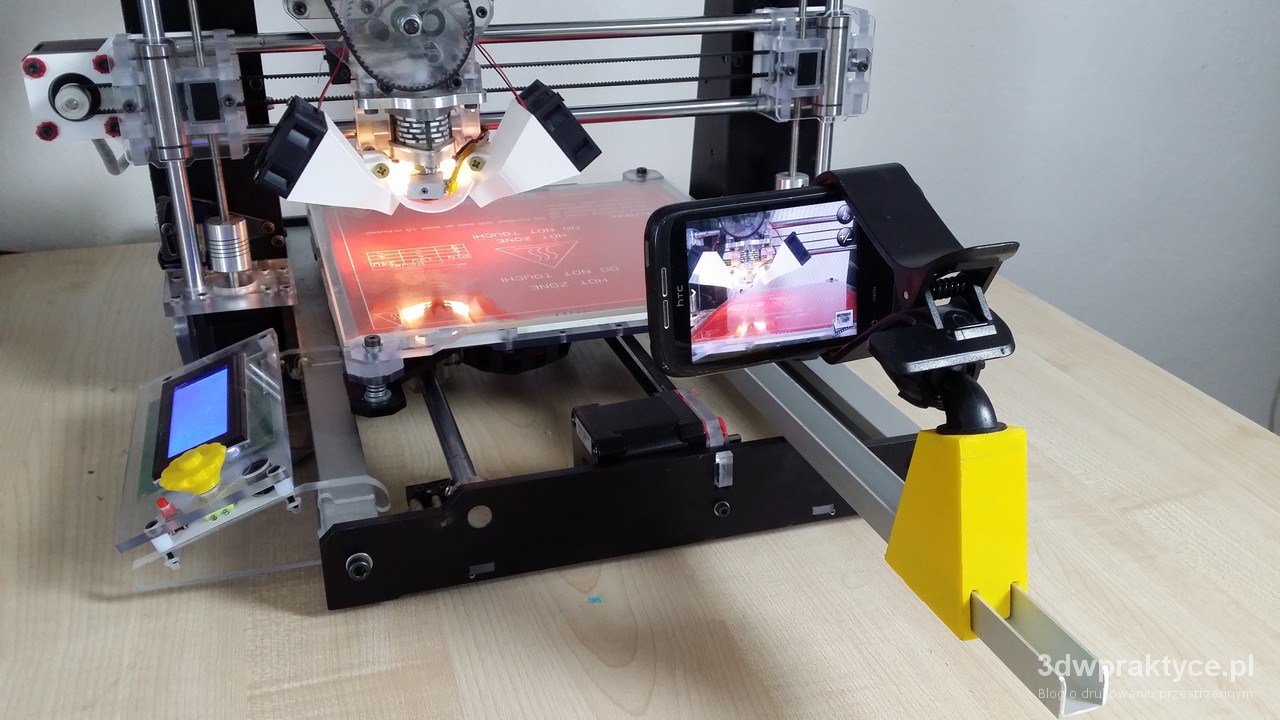
Przez jakiś czas podejrzewałem, że platforma pod wpływem nagrzewania minimalnie zmienia wysokość. Za radą Monkeyfab zrobiłem prosty eksperyment, żeby przekonać się, czy to stół sprawia problem, czy może ekstruder podczas powrotu do zera ustawia się minimalnie wyżej lub niżej. Na sprzęgle osi Z umieściłem specjalny wskaźnik, który obracając się, określał dokładnie pozycję kątową jednej z dwóch śrub, na których opiera oś X z ekstruderem.
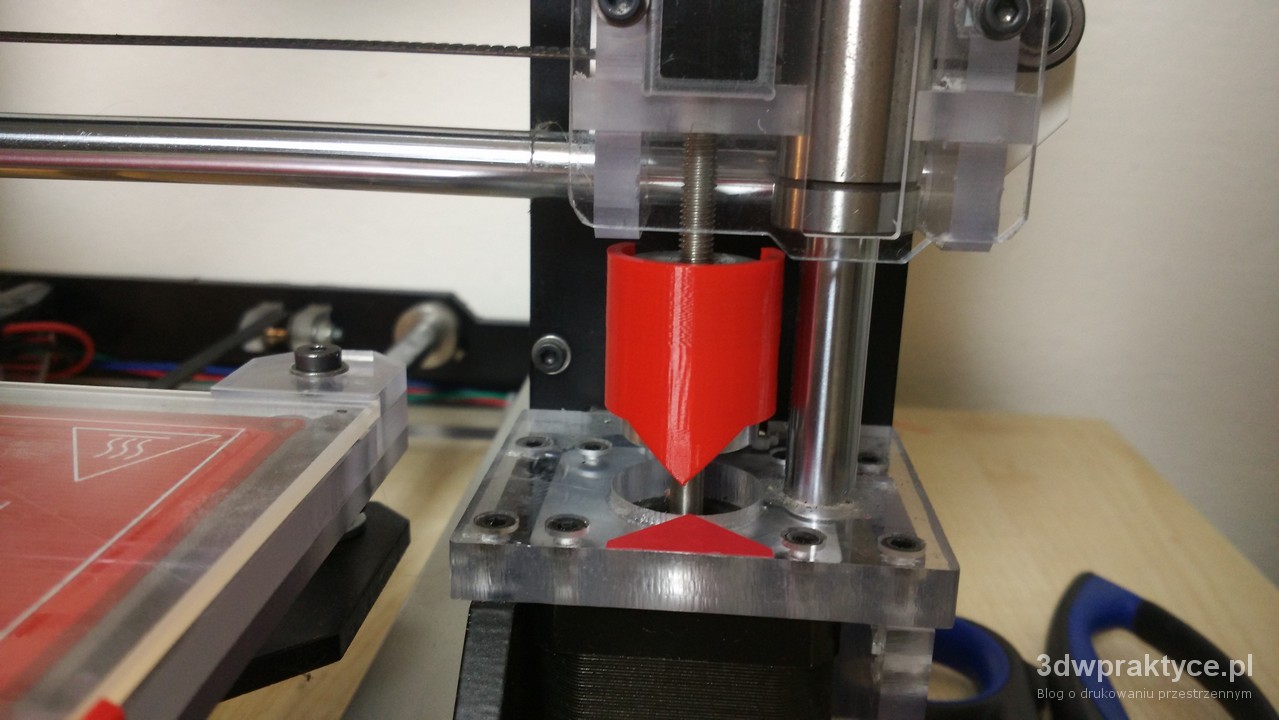
Ponieważ jeden pełen obrót śruby powoduje przesunięcie ekstrudera w pionie o 0.8 mm, można było kontrolować jego położenie z dokładnością do setnej części milimetra. Jeśli drukarka wracałaby z głowicą za każdym razem dokładnie w to samo miejsce, koniec wskaźnika powinien ustawiać się również w tej samej pozycji, czyli blisko rogu naklejonego trójkąta. Jak się okazało – wychodziło to bardzo różnie:
Przy kolejnych powrotach do zera ekstruder zatrzymywał się minimalnie wyżej lub niżej nad stołem – w skrajnych przypadkach różnica wynosiła nawet 0.3 mm. Główne podejrzenie padło na endstop osi Z, czyli wyłącznik krańcowy, zatrzymujący głowicę drukującą podczas wracania do zerowej pozycji w pionie:
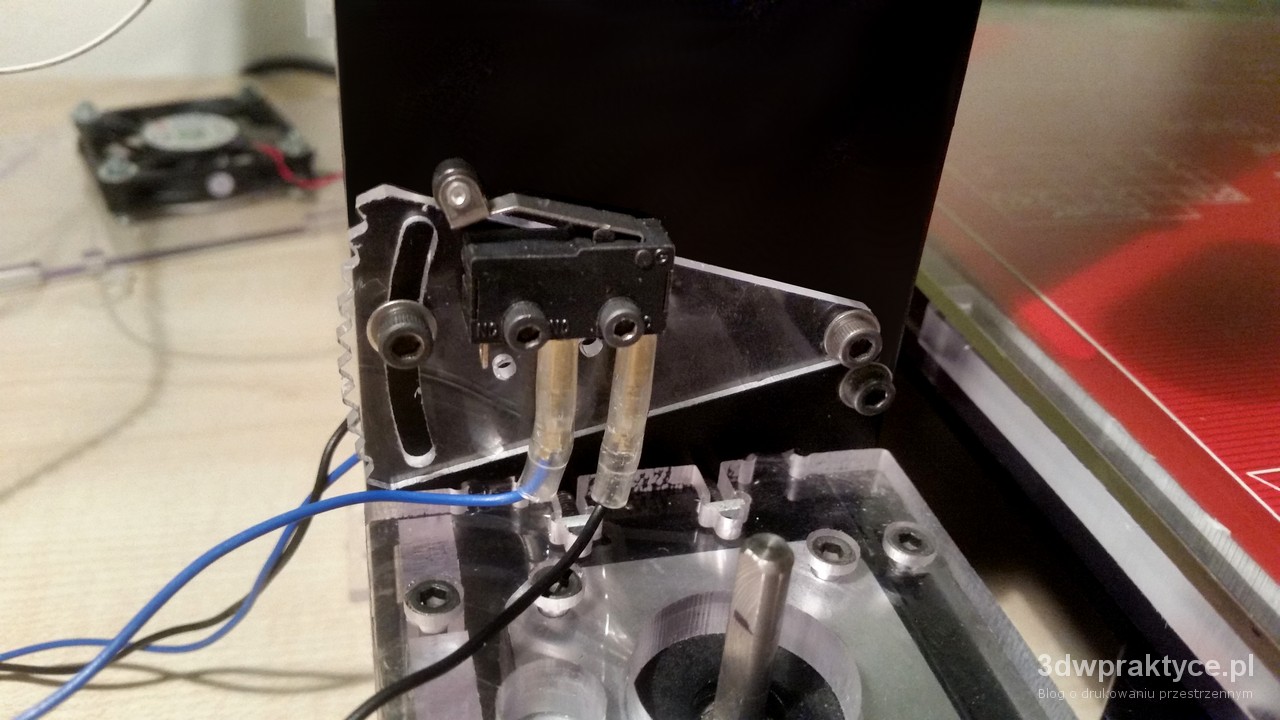
Na początek pozbyłem się umieszczonej w wyłączniku blaszki, na wypadek, gdyby to ona powodowała niedokładności wykrywania zderzenia. Nie jestem specem od mechaniki, jednak taka blaszka ma swoją sprężystość i podejrzewam, że może się różnie zachowywać pod wpływem następujących po sobie naciśnięć oraz zmian temperatury otoczenia.


Po tej niewielkiej przeróbce błędy powrotu do zera się zmniejszyły, ale nie zniknęły całkowicie. Dlatego wykonałem jeszcze kilka dodatkowych czynności:
- Zmieniłem prędkość powrotu do zera w osi Z, co miało zwiększyć precyzję wykrycia przez endstop faktu, że ekstruder zjechał na sam dół. Była do tego konieczna drobna modyfikacja firmware’u drukarki.
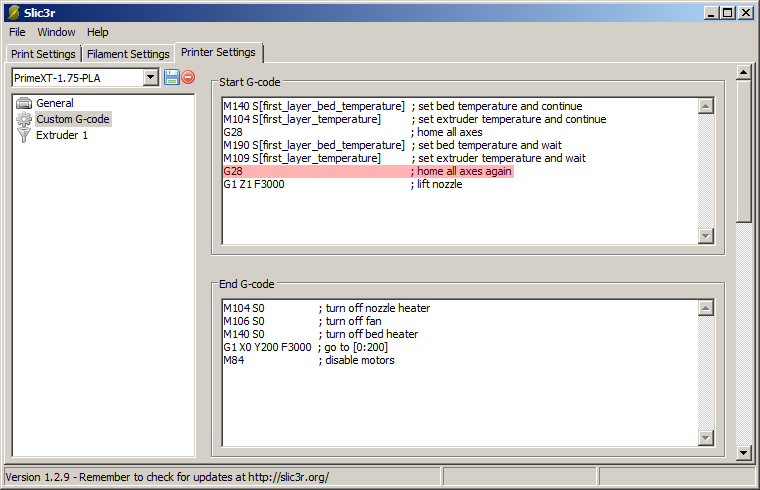
- Dodałem dodatkową komendę “auto home” na początku każdego wydruku, już po nagrzaniu urządzenia. Domyślnie procedura powrotu do zera jest wykonywana jeden raz, jeszcze zanim hotend i stół osiągną docelową temperaturę. Nie wiem z czego to wynika, ale zauważyłem, że czasami za pierwszym razem ekstruder zjeżdża za nisko, a dopiero za drugim razem ustawia się we właściwej pozycji.
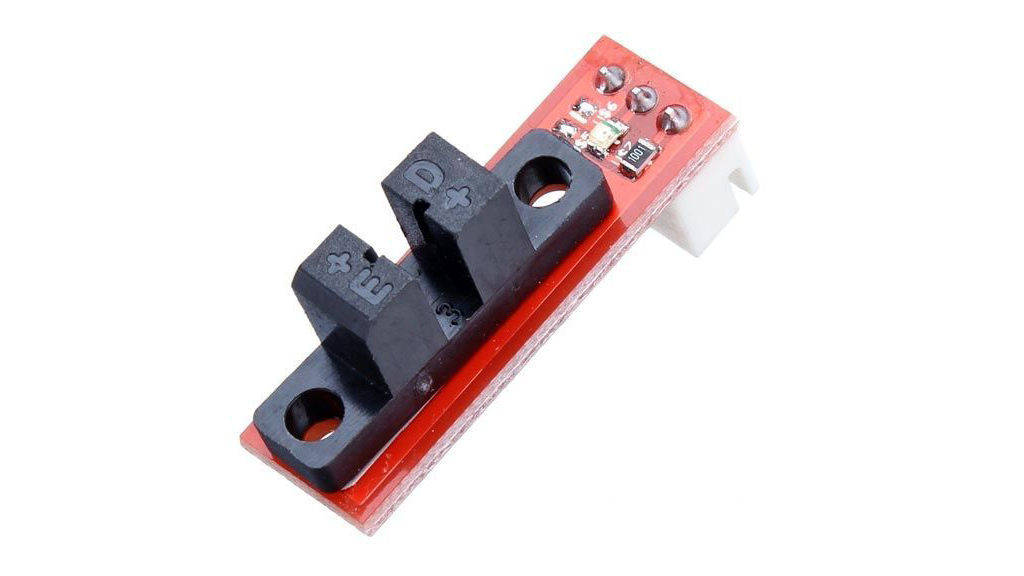
Trudno powiedzieć, które z tych rozwiązań tak naprawdę rozwiązało problem, jednak od kilku tygodni żadne efekty z rozregulowującym się stołem już nie występują. Z bardziej radykalnych rzeczy można byłoby wymienić cały endstop na optyczny – który ze względu na brak mechanicznych części powinien się zachowywać w bardziej powtarzalny sposób.
Problemy z ustawieniem stołu względem dyszy ma również rozwiązać automatyczna kalibracja platformy – nowa funkcjonalność, która zgodnie z zapowiedziami producenta wkrótce powinna być już dostępna zarówno w nowych urządzeniach, jak i w formie upgrade’u dla starszych drukarek.
































Z platformą to same problemy.
Powiem osobiście że zgniatanie tulei to jest lekka partanina. Trzeba było owinąć śruby choćby teflonem żeby ciężko wchodziły. Ogólnie panowie inżynierowie-konstruktorzy chyba nie mają pojęcia jak się to robi. Po prostu od spodu powinna być kontrnakrętka, lub od góry. Ustawiasz, kontra i ma być. Co najmniej na jakiś czas.