



Pango – najlepszy slicer dla desktopowych drukarek 3D typu FDM?

Na początku tygodnia opisywałem swoje pierwsze doświadczenia z drukarką 3D Panowin F1 – chińską, super tanią drukarką 3D do samodzielnego montażu, która zaskakuje jakością wykonania oraz zastosowanymi rozwiązaniami technologicznymi. Urządzenie złożyłem w 40 minut, a czas potrzebny od momentu rozpoczęcia montażu do wypuszczenia pierwszego wydruku 3D, wyniósł nieco ponad półtorej godziny!
W relacji z budowy drukarki 3D wspominałem o fantastycznych możliwościach jakie daje jej autorskie oprogramowanie – Pango. Dziś chciałbym pokazać szerzej jego zalety – a raczej skalę potęgi! Pango tnie modele 3D w niedościgniony sposób dla innych slicerów dedykowanych technologii FDM. Zaryzykowałbym nawet stwierdzenie, że nie ma dla niego geometrii niemożliwej do wydrukowania…
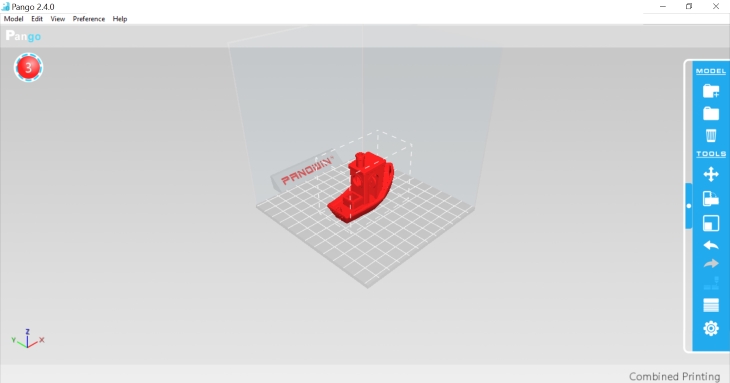
Podstawy pracy z Pango przedstawiłem we wcześniejszym artykule. Jest to bardzo przyjazny użytkownikowi i banalnie prosty w obsłudze program, z którym poradzą sobie nawet najmniej doświadczeni użytkownicy. Ekran pracy składa się tak naprawdę z dwóch obszarów:
- ekranu głównego, przedstawiającego stół drukarki 3D
- paska narzędziowego znajdującego się po prawej stronie, składającego się z 11 przycisków:
- załaduj, zapisz i usuń model
- przesuń, obróć i skaluj model
- cofnij i powtórz ostatni krok
- połączone drukowanie (combined printing), potnij model i przejście do ustawień cięcia modelu.
W ustawieniach mamy do wyboru następujące opcje:
- w wersji BASIC:
- wysokość drukowanej warstwy i szybkość druku 3D (domyślnie 0,15 mm i 30 mm/sek.)
- drukowanie supportów (TAK /NIE) oraz opcje dla podłoża (NONE / SKIRT / BRIM / RAFT)
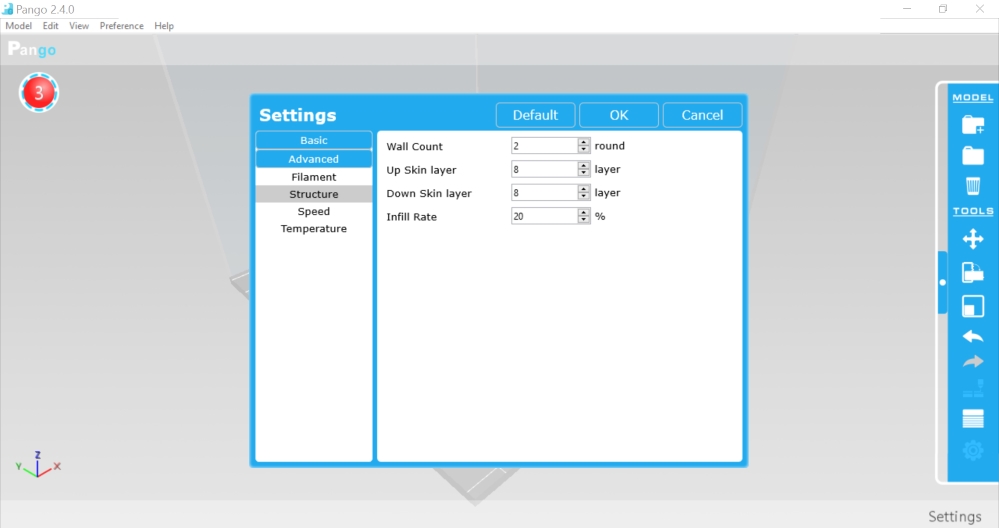
- w wersji ADVANCED:
- ustawienia dla filamentu
- ustawienia obrysów i wypełnienia
- ustawienia prędkości
- ustawienia temperatury.
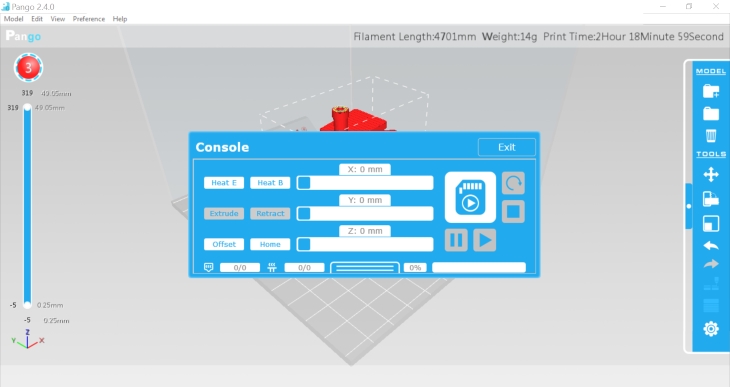
Dodatkowo, z poziomu górnego menu systemowego możemy uruchomić CONSOLE – moduł sterujący drukarką 3D po podłączeniu do niej komputera przez kabel USB.
Program na pierwszy rzut oka wydaje się bardzo ograniczony i pozbawiony możliwości ustawienia jakichkolwiek bardziej zaawansowanych opcji, jak np. parametru flow dla filamentu lub poziomów retrakcji. Jednakże jest to bardzo zwodnicze, ponieważ prawdziwa moc drzemie nie w opcjach dodatkowych, lecz w silniku samego slicera, a przede wszystkim w jedynym w swoim rodzaju sposobie generowania podpór oraz raftu. Mimo pracy na kilkunastu programach tego typu (KISSlicer, Slic3r, CURA, CraftWare, Simplify3D, MatterControl, MakerBot Print, Z-Suite, Voxelizer oraz dedykowane programy do takich urządzeń jak UP, CEL Robox, DeeGreen, czy Einstart-S), na żadnym z nich nie spotkałem się nawet w zbliżony sposób do tego, co oferuje Pango.
Tętniak aorty brzusznej
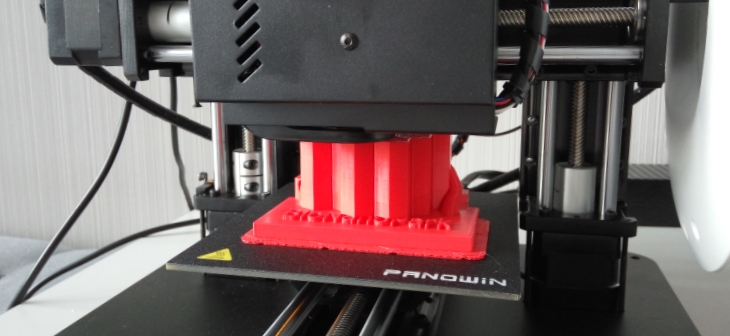
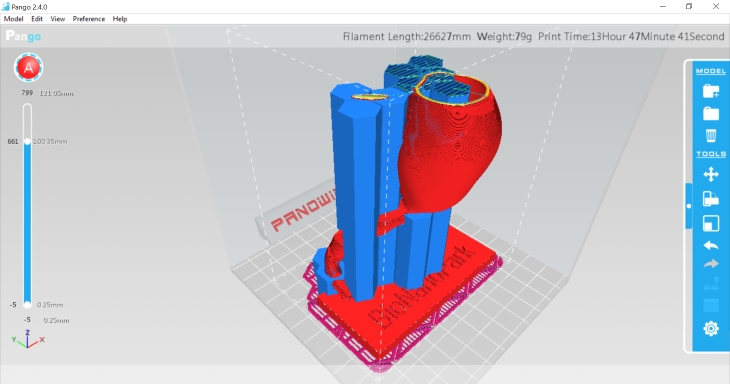
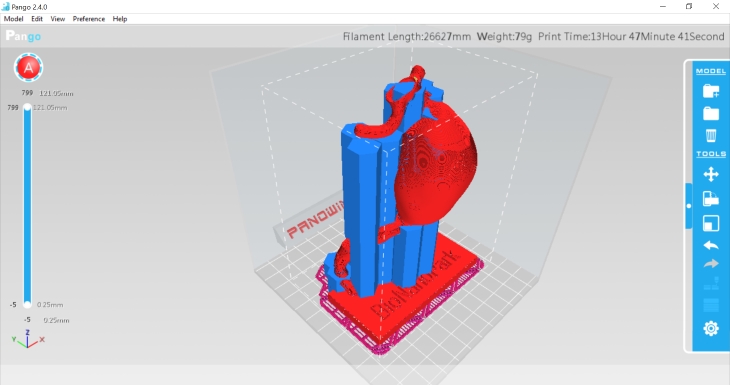
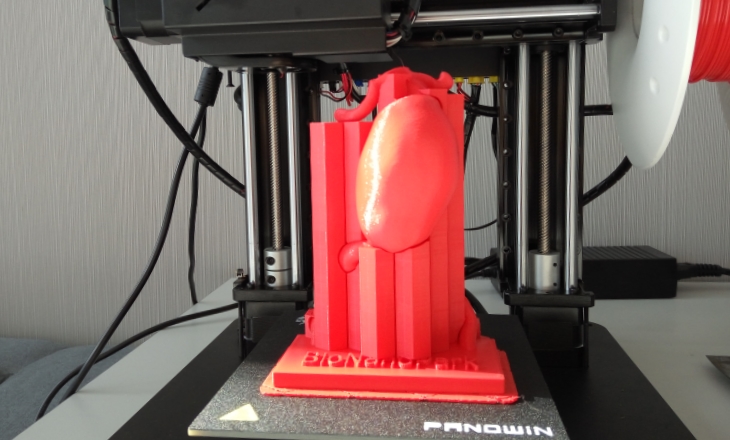
Do opisu funkcjonalności Pango wykorzystam bardzo nietypowy model anatomiczny – tętniak aorty brzusznej, wykonany przez Pracownię Zindywidualizowanych Implantów Medycznych, mieszczącą się w łódzkim Bionanoparku. Model ma bardzo skomplikowaną geometrię i na pierwszy rzut oka nie bardzo nadaje się do druku 3D w technologii FDM, z uwagi na mnogość struktury podporowej, która musi być wygenerowana oraz potencjalnych problemów z jej usunięciem.
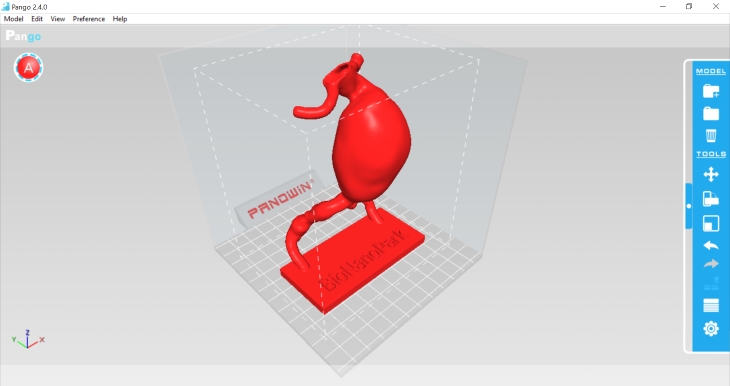
Postanowiłem jednak rzucić drukarkę 3D na głęboką wodę i sprawdzić, jak sobie poradzi z tak trudnym wydrukiem?
Raft
Stół roboczy w naszym Panowin F1 jest grzany, a dodatkowo nakleiliśmy na nim podkładkę adhezyjną przypominającą BuildTak. Chociaż teoretycznie nie musimy generować raftu przy wydrukach, ponieważ zauważyliśmy, że większość modeli nie ma większych problemów z przyczepnością do powierzchni stołu, jest on drukowany w tak fantastyczny sposób, że od pewnego czasu drukujemy modele tylko w oparciu o niego.
Raft generowany przez Pango składa się ze zbioru sześciokątów (lub też plastrów miodu). Każdy z nich jest drukowany oddzielnie – nie są połączone ze sobą, a odległości pomiędzy nimi wynoszą po ok. 1 mm. Na rafcie jest drukowany model oraz supporty. Po wydrukowaniu, odrywamy po jednym sześciokącie – aż do usunięcia całości. W zależności od tego co było na nich drukowane (jednolita płaszczyzna, czy kilka elementów wydruku) odchodzą albo ręcznie, albo przy niewielkiej pomocy cążek. Tak czy inaczej jest to banalnie proste…

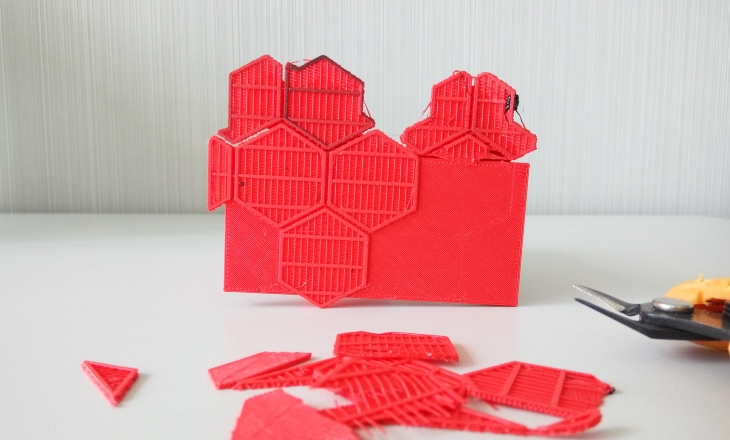
Niestety na dużych, płaskich płaszczyznach pozostają niewielkie ślady…

Podpory
I tutaj przechodzimy do najbardziej ekscytującej części, czyli generowania podpór. Zapominamy o tym, że Panowin F1 kosztuje kilkaset dolarów oraz że składa się go krócej niż trwa jeden odcinek House of Cards na Netflixie. To co w tym urządzeniu jest najlepsze, to oprogramowanie. A jego potęgę widać najlepiej na przykładzie supportów.
Każdy popularny slicer tworzy podpory tam gdzie uznaje to za stosowne, budując je w oparciu strukturę połączonych ze sobą, cienkich ścianek. Supporty są wstawiane w zależności od kąta nachylenia ścianek modelu jaki ustawiliśmy w programie. Inaczej będą budowane przy 30°, inaczej przy 45°, a jeszcze inaczej przy 65°. Przy bardzo nieregularnych i skomplikowanych geometriach ich rozmieszczenie może wydać się całkowicie chaotyczne – slicer oblicza kąty nachylenia poszczególnych powierzchni i tam wstawia podpory – o ich obecności (lub ich braku) może decydować nawet 1° różnicy w ustawieniach.
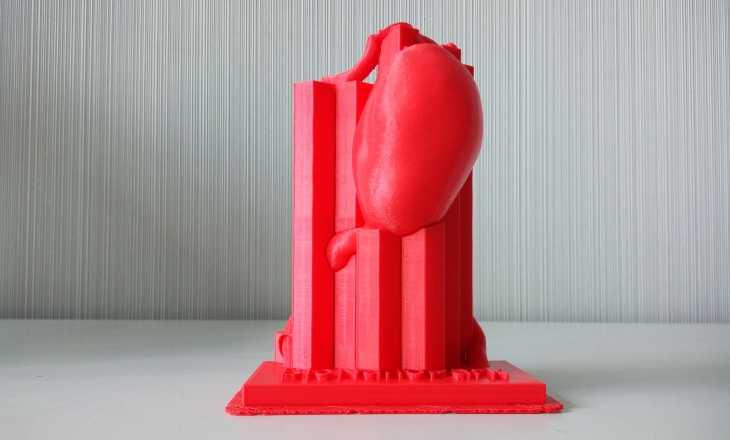
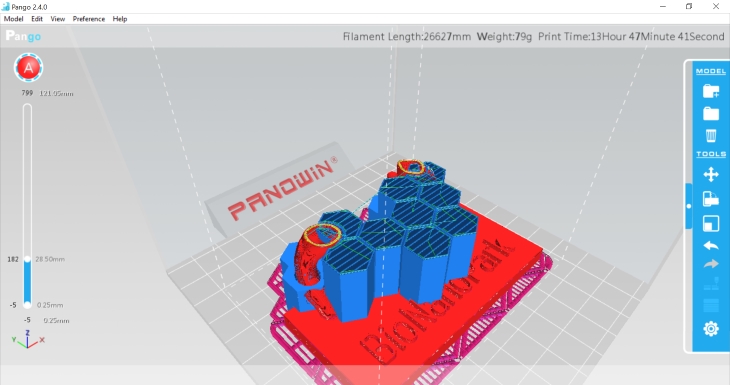
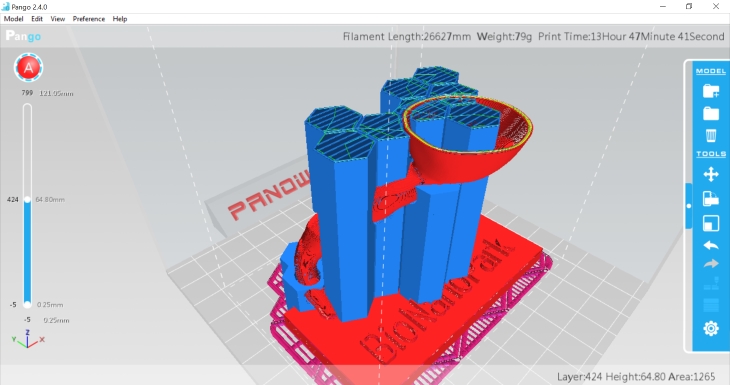
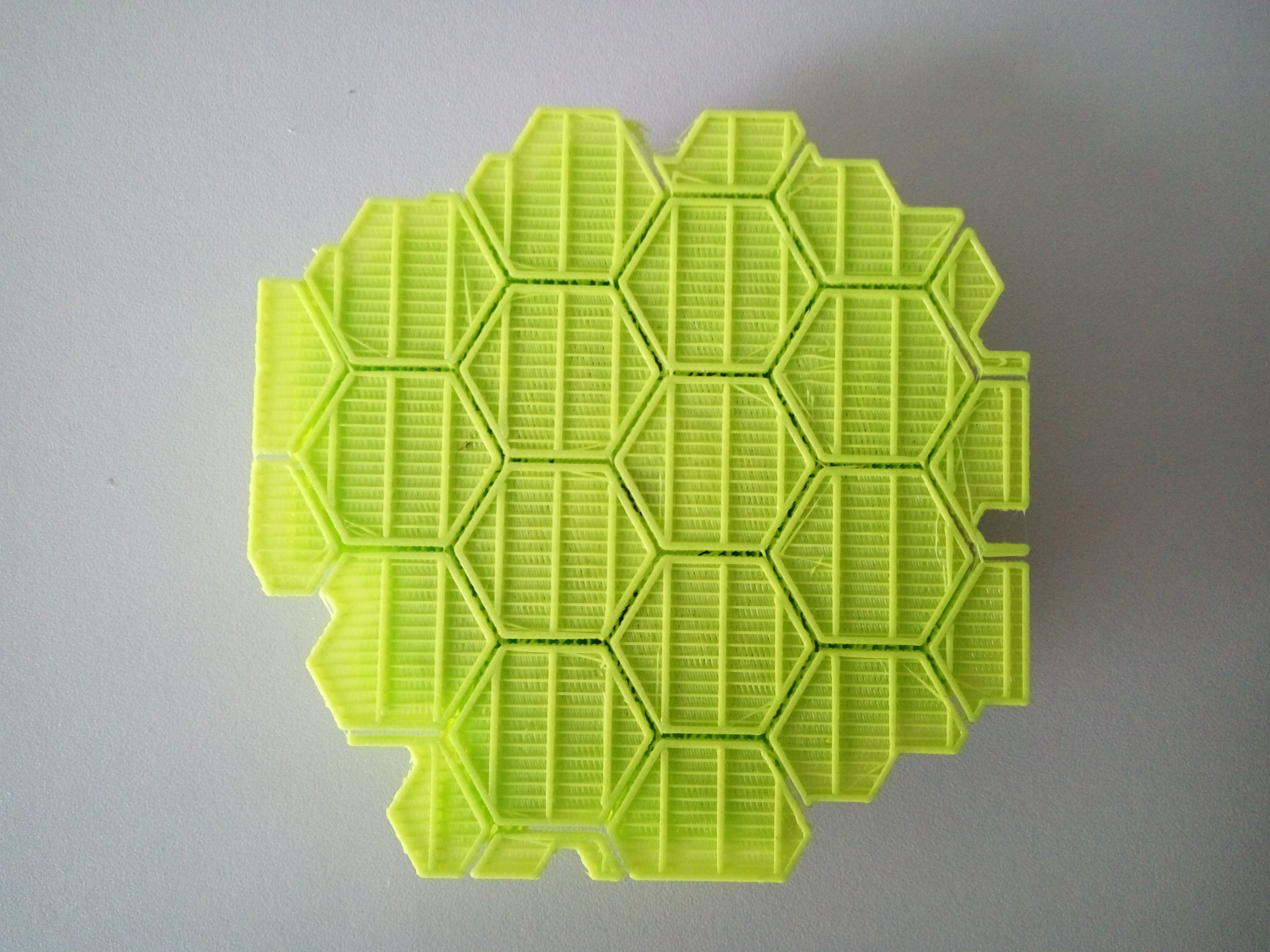
W Pango jest to rozwiązane zupełnie inaczej. Podobnie jak w przypadku raftu, zostały one oparte o kształt sześciokąta.
Przy ich generowaniu program dzieli sobie obszar, na którym mają się pojawić i wypełnia go sześciokątnymi kolumnami. Kolumny są rozłożone wobec siebie równomiernie i stanowią niejako niezależne, zamknięte modele. Nie są połączone ze sobą, chociaż ich dystans wobec siebie jest minimalny – dużo niższy niż w przypadku opisywanych powyżej kawałków raftu.

Tak supporty wyglądają po stronie oprogramowania:
Zwykle struktury podporowe są budowane w taki sposób, że ścianki, z których są złożone, są zakończone na samej górze w miarę jednolitą strukturą, na której jest budowany model. Generuje to potem problemy przy ich usuwaniu – o ile same ścianki są usuwane w miarę łatwy sposób, górna część dość mocno przywiera do modelu i albo trudno się ją od niego odrywa, albo po oderwaniu pozostawia na modelu ślady (albo jedno i drugie).
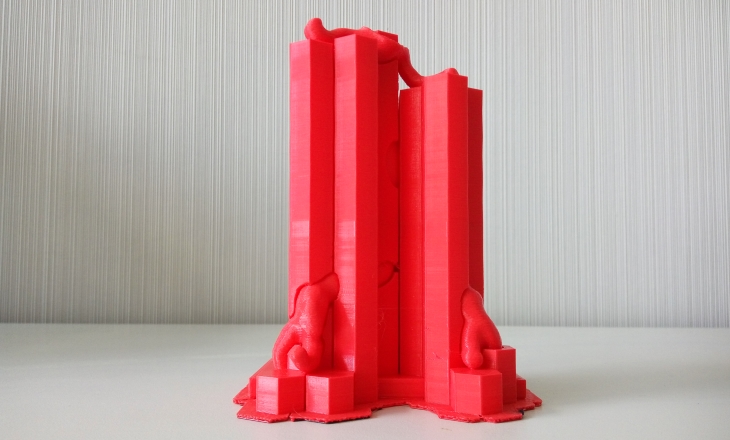
W Pango tego problemu nie ma wcale. Każda kolumna jest zakończona grubą ścianką, czyniąc z niej – o czym wspominałem powyżej, niejako niezależny model. Tym samym odrywanie supportu sprowadza się tak naprawdę do odłamania jednego modelu od drugiego.




Jak widać to na poniższych zdjęciach, w niektórych przypadkach kolumna po zdjęciu z modelu zachowana jest w całości, w innych należało naruszyć jej strukturę, ale koniec końców odchodziła także bez większego wysiłku. Dużo daje tutaj specyfika raftu – bywa że odłamując pojedynczy płatek, odchodzi on od razu z nadrukowaną na jego powierzchni kolumną.



Dzięki takiemu rozwiązaniu ścianki samego modelu wychodzą nienaruszone. Model nie wymaga żadnego dodatkowego post-processingu – powierzchnie są idealnie gładkie.

Czy Pango to najlepszy slicer ever?
Póki co wciąż zbyt wcześnie aby to napisać lub powiedzieć… To co udało mi się do tej pory ustalić to to, że fantastycznie generuje raft i podpory – kolejne etapy testów to drukowanie skomplikowanych pod względem geometrycznym modeli technicznych. Wciąż nie wiem jak Pango radzi sobie z drukowaniem cienkich ścianek lub dużych powierzchni drukowanych pod różnymi kątami nachylenia. Nie zapominajmy także, że oprogramowanie zostało zoptymalizowane pod druk 3D z PLA na bardzo małym obszarze roboczym, na poziomie 12 cm w każdej z osi. Niestety na tym modelu drukarki 3D nie przekonamy się jak program radzi sobie z ABS, nylonem lub innymi materiałami inżynieryjnymi.

Z drugiej strony – czy nie oczekujemy po tej drukarce 3D zbyt wiele…? Koniec końców to miał być tylko tani RepRap do samodzielnego montażu.

































Algorytmy są pomysłowe. Zastanawiam się ile w efekcie końcowym faktycznej zasługi samego slicera a ile tego czego nie widać – zgrania ze sobą oprogramowania, materiału, maszyny i ustawień druku.
Z jakiego materiału korzystaliście?
Filament – Fiberlogy PLA HD. Wcześniej drukowaliśmy z oryginalnego PLA (najprawdopodobniej dostarczanego przez Polymaker) oraz Spectrum Filaments, colorFabb (ale tylko kilka testowych warstw) i Fiberlogy EASY PLA. Na każdym filamencie efekty są praktycznie takie same. Z czasem zaczniemy testować kompozyty PLA.
Co do samej drukarki 3D, to jest ona naprawdę bardzo solidna, ale nie odbiega pod tym względem od innych (dobrych) konstrukcji. Na pewno nie możemy zaliczyć jej do kategorii “taniej chińskiej Prusy” – tak szczerze mówiąc to jest poziom Monkeyfab PRIME.
Co do ustawień druku to nie ma co tak naprawdę ustawiać? Nie możemy np. ustawić gęstości supportów – albo są, albo nie. Ogranicza się to tylko do wymienionych w artykule opcji. Ja zresztą cały czas drukuję na ustawieniach domyślnych – nie zmieniałem nawet wysokości warstwy… Ale to wszystko jeszcze nadrobimy – łącznie z grawerowaniem laserowym.
“Co do ustawień druku to nie ma co tak naprawdę ustawiać? Nie możemy np. ustawić gęstości supportów – albo są, albo nie.”
O to mi właśnie chodzi – skoro nie możesz zmieniać ustawień to zrobił to za Ciebie producent. A jak efekt się Tobie podoba to znaczy, że najwyraźniej zrobił to dobrze.
Problemy pojawią się jak odejmiesz któryś z elementów układanki – zaczniecie używać materiałów wymagających zmian w ustawieniach do których nie ma dostępu (choćby wspomniany flow rate) czy niedostosowanych do mechaniki (np. kształtu i sposoby pracy głowicy), znacznie podkręcicie prędkości, zmodyfikujecie dyszę etc. – wtedy heksagonalne podpory na niewiele się zdarzą, bo okaże się, że sam slicer jest tylko jednym z elementów składowych.
Oczywiście pytanie brzmi, czy przy tej drukarce to co jest napisane akapit wyżej ma jakieś większe (jakiekolwiek?) znaczenie dla statystycznego docelowego klienta. Zwłaszcza, że drukarka najwyraźniej działa nie tylko z jednym, dedykowanym materiałem. A skoro działa to po co grzebać? :)
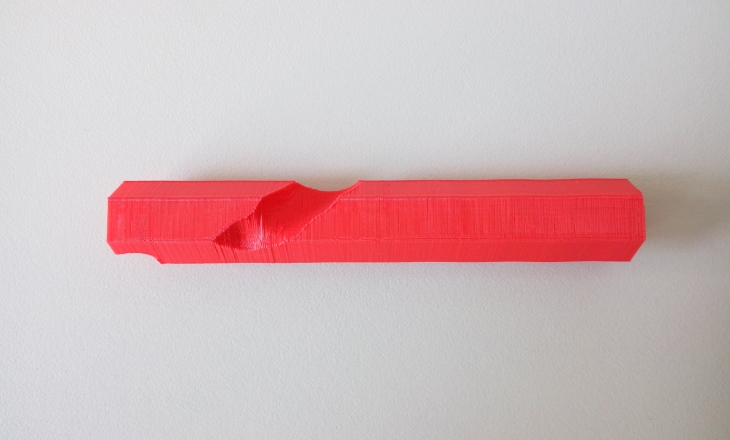
Znalazłem pierwszy “problem”. Supporty bardzo słabo odrywają się od raftu – to typowa droga przez mękę… Sam model odchodzi bez najmniejszego problemu – podpory trzeba zrywać cążkami. Za to zdejmowanie supportów z poniższego modelu testowego to poezja… Wydrukowałem już kilkadziesiąt tych wirników, ale nigdy usuwanie podpór nie było tak łatwe. Drukowane z Fiberlogy EASY PLA.



Heh, narobiłeś smaku a po instalacji okazuje się, że sam program jest “meh”.
Slicer jest dość pomysłowy (w swoich podstawach BARDZO przypomina Tiertime) ale baaaardzo prosty, dodali od siebie kilka przydatnych gadżetów jak lepszy combing i dzielone supporty ale to właściwie tyle. Ilość opcji przypomina znane open-source’y sprzed kilku lat – ale w przeciwieństwie do nich nie ma dziesiątek błędów. Jak minie efekt wow przetestuj sobie jak radzi sobie z cienkimi ściankami. Zaawansowane, zablokowane z poziomu GUI ustawienia masz w pliku /config/[nazwa_maszyny]/current.ini. – przyda się zwłaszcza part.support.radius (to wielkość tego “palika” dla podpory), zmniejsz do 4 jakbyś kiedyś miał problem z podpieraniem cienkich elementów. Pole robocze dla większych modeli ograniczone jest do ~10x10cm. Nawiasem, strona internetowa jest pełna kradzionych zdjęć, ot, taka to już ich kultura. :)
Żeby było jasne, nie twierdzę, że ten program kiszka, do takiej drukarki pasuje aż na wyrost. Dziwie się tylko, że żaden inny producent nie zrobił na Tobie takiego wrażenia wcześniej. Nie ma w tym programie poza tymi podporami właściwie nic czego nie dałoby się lepiej i szybciej zrobić na współczesnych open-source’ach.
Może po prostu ktoś usiadł i to wszystko ustawił PRZED wypuszczeniem do klientów…?
Dzięki za informacje. To co robi na mnie wrażenie, to właśnie supporty i (do pewnego stopnia) raft. No i fakt, że po wydruku i zdjęciu podpór, ścianki modelu są idealnie gładkie, pozbawione śladu styczności z nimi. Obsługa jest banalna – można powiedzieć, że taka jak w tej chwili wszędzie.
>>Nie ma w tym programie poza tymi podporami właściwie nic czego nie dałoby się lepiej i szybciej zrobić na współczesnych open-source’ach.
Dokładnie. Różnicę robią “tylko” supporty…