Ustawienie profilu dla Tronxy X1 w CURA
W jednym z poprzednich artykułów opisywałem montaż Tronxy X1 – super taniej drukarki 3D do samodzielnego montażu, kosztującej mniej niż 500 PLN. Mimo swojej niskiej ceny i naprawdę tanich komponentów, z których jest wykonana, drukarka 3D drukuje zadziwiająco dobrze i z każdym kolejnym wydrukiem zaskakuje nas tym jak dobrze radzi sobie z odwzorowaniem zadanej geometrii…?
Mimo że Tronxy X1 posiada zaledwie jedną część (i to dość mało istotną) replikowaną na drukarce 3D, możemy śmiało zakwalifikować je jako RepRapa. Urządzenie nie ma dedykowanego oprogramowania, działając z każdym open-source’owym slicerem. Chociaż producent dołącza do zestawu kartę microSD z RepetierHostem, jest to czysta instalka, pozbawiona jakichkolwiek profili. Jako że nigdy nie przepadałem za tym środowiskiem pracy, postanowiłem wykorzystać do tego CURĘ.
Poniżej prezentuję tutorial jak krok po kroku ustawić własny profil dla drukarki 3D w tym slicerze, jak również na co zwracać uwagę…? CURĘ można pobrać z tego adresu. Na czas pisania tego artykułu najnowszą wersją CURY była wersja 2.7, jednakże poniższe ustawienia są na tyle uniwersalne, że wersja programu nie powinna robić większej różnicy (przynajmniej tak długo, jak program ma “dwójkę” w numeracji).
KONFIGURACJA:
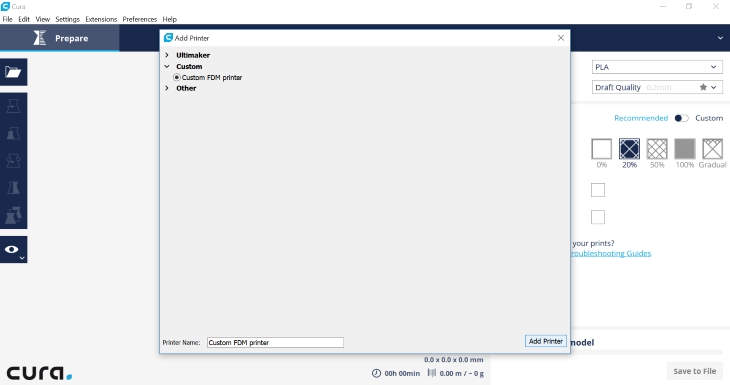
Po pierwszym uruchomieniu programu, CURA pyta nas o to z jakiej drukarki 3D korzystamy? Jako że na chwilę obecną Tronxy X1 nie ma na liście oficjalnych profili, wybieramy opcję “Custom” i ustawiamy go samodzielnie. Jeżeli już wcześniej korzystaliśmy z CURY dla innego urządzenia, w menu głównym wybieramy opcję Settings >> Printer >> Add printer…
W oknie “Machine settings” ustawiamy poszczególne wartości tak jak na poniższym printscreenie:
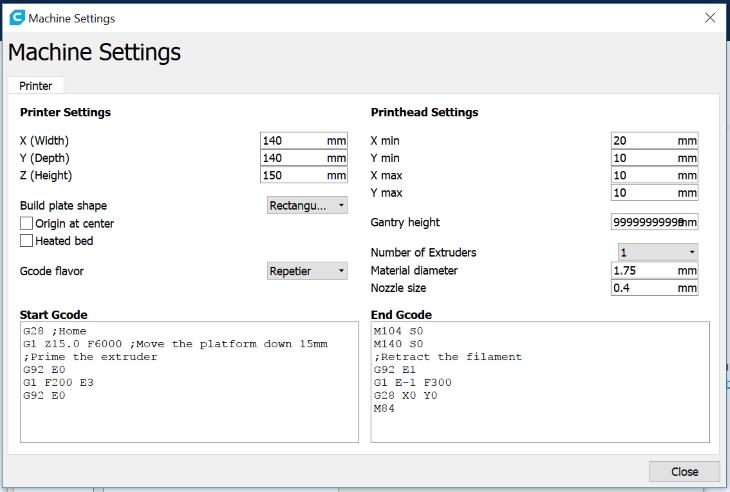
Chociaż oficjalny obszar roboczy drukarki 3D to 15 x 15 x 15 cm, warto pamiętać, że na krawędziach stołu są doczepione spinacze biurowe, przytrzymujące płytkę, na której są drukowane modele. Dlatego lepiej zmniejszyć obszar roboczy o centymetr w osiach XY, niż mieć w przyszłości niemiłą niespodziankę, w postaci głowicy “odpinającej” nam podkładkę ze stołu. Po wszystkim zapisujemy ustawienia i przechodzimy do domyślnego widoku CURY:
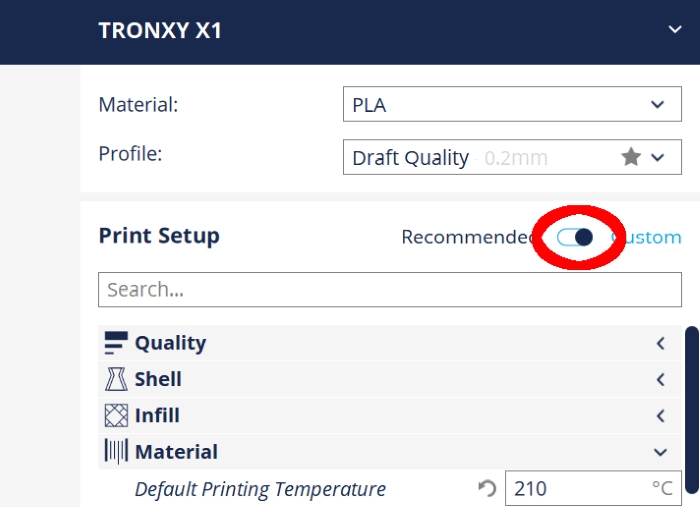
Bardzo ważną rzeczą jest zmiana średnicy materiału z domyślnego 2,85 mm dla Ultimakera na 1,75 mm dla Tronxy X1. Niestety w CURZE w wersji 2.6 to nie wystarczyło… Aby mieć pewność, że średnica filamentu na pewno jest właściwa, należy sprawdzić to w ustawieniach zaawansowanych. W poprzedniej wersji CURY musiałem to zmienić ręcznie. Aby to zrobić, przełączamy się z trybu narzędzi rekomendowanych na własne:
Następnie odnajdujemy na liście zakładkę “Materials” i ją rozwijamy. Wybieramy pozycję “Diameter” i wpisujemy 1,75 mm. Jeśli mamy już to ustawione – nic nie robimy.

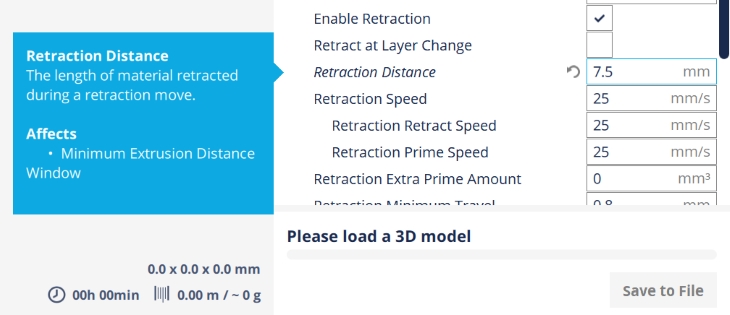
Kolejna zmiana jaką powinniśmy dokonać to retrakcja. Pierwsze wydruki testowe wskazywały na problem w tym obszarze w postaci charakterystycznych nitek jakie na nich powstawały. Tymczasem wystarczy zwiększyć o 1 mm długość materiału, jaki jest cofany przez ekstruder, co rozwiązuje problem. Aby to zrobić, w dalszym ciągu pozostajemy w menu “Materials” i wyszukujemy pozycji “Retraction Distance”. Domyślne 6,5 mm zwiększamy do 7,5 mm.
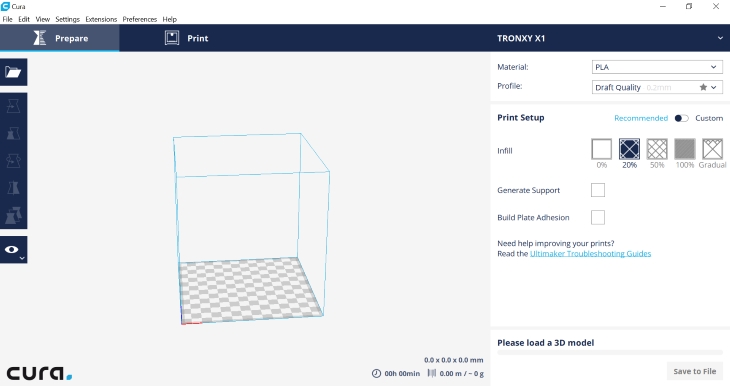
I to na początek tyle… Możemy przystąpić do pracy – wgrać model 3D, wybrać poziom wypełnienia i wyeksportować go do GCODE, zapisując na karcie microSD.
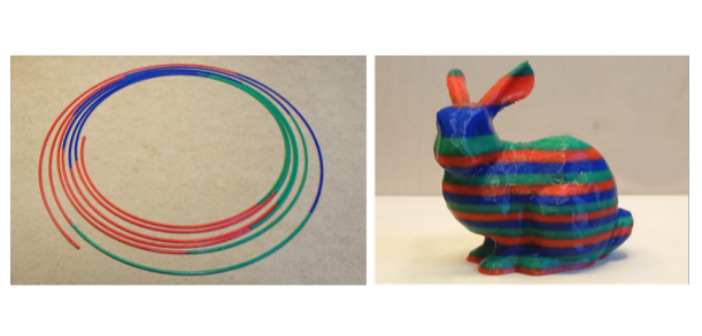
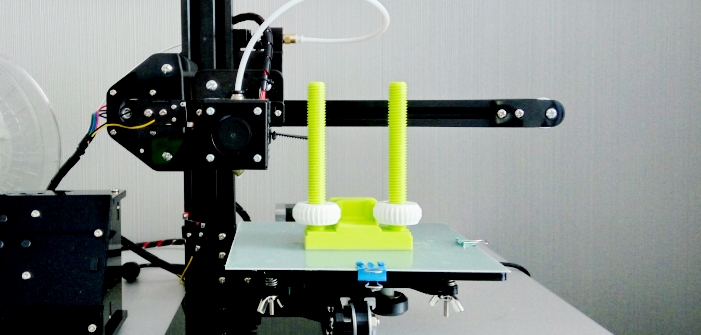
Efekty pracy powinny wyglądać następująco:



SPRAWDŹ AKTUALNĄ CENĘ TRONXY X1