



Kalibracja stołu przez drukowanie ścieżki
Istnieje wiele różnych sposobów kalibracji stołu w drukarce 3D – z użyciem kawałka kartki papieru, z różnego rodzaju czujkami zamontowanymi w okolicach hotendu, lub na przykład z czujnikiem zegarowym zakładanym na ekstruderze. Oczywiście najlepiej, jeśli drukarka wyposażona jest w mechanizm autokalibracji – wtedy w ogóle mamy problem z głowy. Jednak w wielu niskobudżetowych drukarkach, w tym w moim Primie, takiego rozwiązania (jeszcze) brakuje i trzeba sobie radzić samemu. W tym artykule opiszę jeszcze jeden sposób na ręczną kalibrację platformy, tym razem bez użycia żadnych dodatkowych przyrządów.
Jeśli chodzi o rozwiązanie z kartką, to uważam je za średnio wygodne i niezbyt lubię z niego korzystać. Dla niewtajemniczonych, metoda ta polega na przesuwaniu kawałka papieru między dyszą a stołem tak, żeby po oporze ocenić odległość między tymi elementami. Gdy wykonujemy taką kalibrację na zimnym stole i z zimną dyszą, nasz pomiar mogą zaburzać resztki filamentu przyczepione na końcu głowicy. Z kolei po nagrzaniu dyszy filament potrafi sam z niej wyciekać, co również nie ułatwia sprawy. Manewrując w okolicy hotendu łatwo się też poparzyć o rozgrzany blok grzewczy.
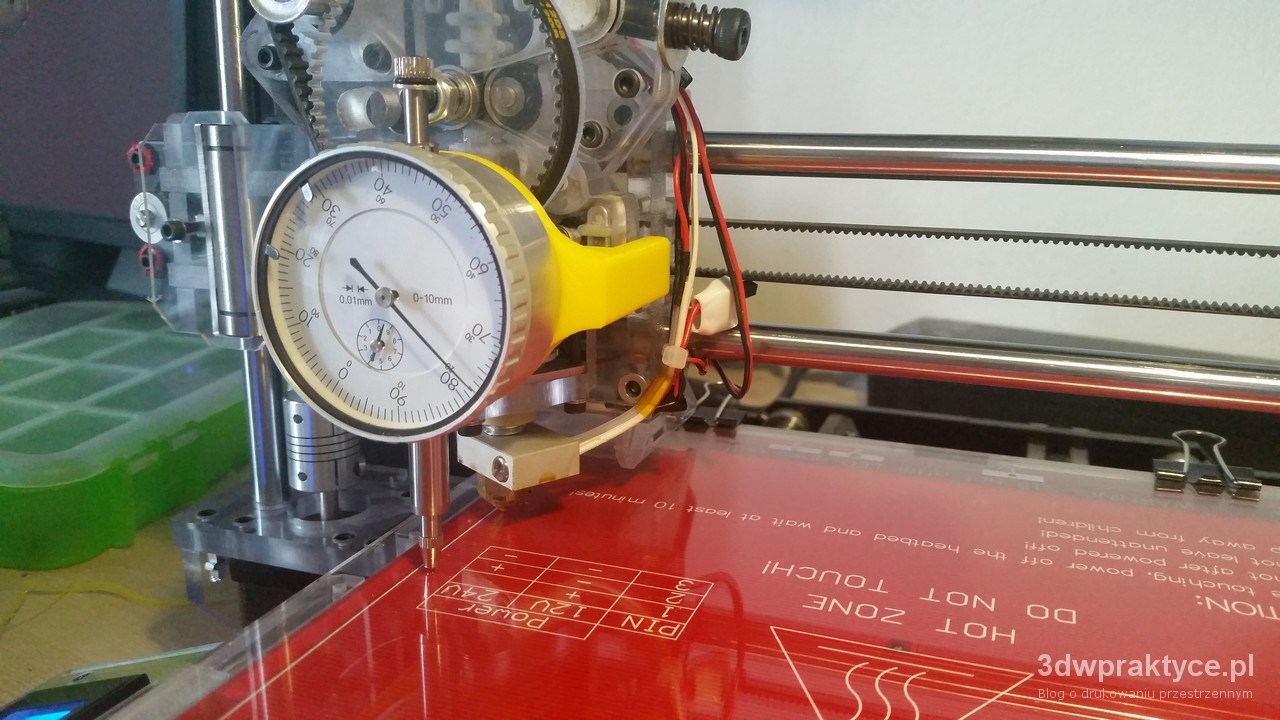
Dlatego zwykle przy kalibracji stołu korzystam czujnika zegarowego, z którym też jest nieco zabawy, ale który daje dość dużą dokładność:
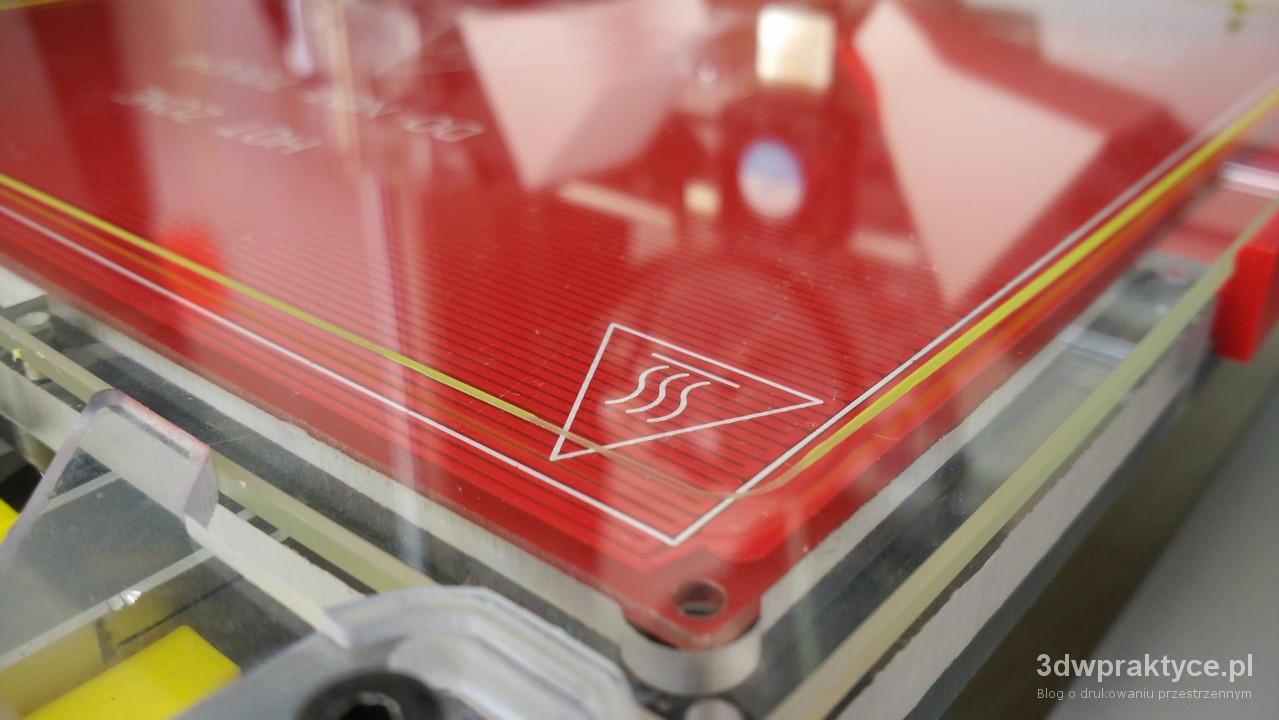
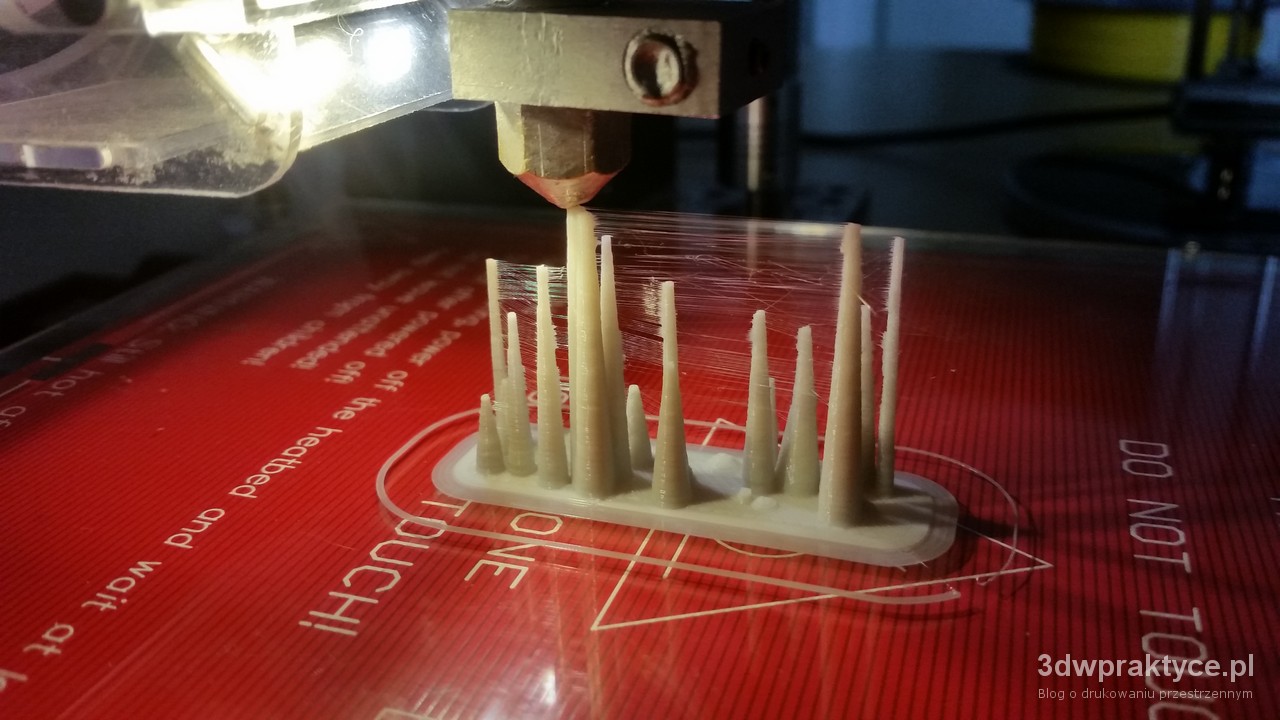
Po modernizacji hotendu w drukarce nie zdążyłem jeszcze zaprojektować nowego uchwytu na czujnik zegarowy (stary niestety już nie pasuje), więc póki co korzystam z innego sposobu na kalibrację stołu. Tuż przed właściwym wydrukiem, jeśli podejrzewam że drukarka mogła się rozregulować, puszczam druk pojedynczej ścieżki filamentu przy samym brzegu platformy:
Jeśli jeden z rogów drukarki jest za nisko, a inny za wysoko, to ścieżka w jednym miejscu będzie cieńsza i nie przyklei się zbyt mocno do stołu. W innym rogu zrobi się grubsza lub całkiem zniknie:

Metoda jest bardzo prosta – i pokazuje od razu, jak będzie zachowywać się filament na pierwszej warstwie przy drukowaniu właściwego modelu. Dzięki temu unikniemy niespodzianek, że niby poprawnie skalibrowaliśmy stół, a wydruk i tak się do niego nie przykleił, lub pierwsza warstwa powstała za bardzo spłaszczona. Przy kalibracji z kartką/wizytówką taka sytuacja może wystąpić, gdy jej grubość jest zbyt mała lub zbyt duża, albo kiedy źle dobraliśmy jej opór – wtedy stół będzie ustawiony równo, ale jego cała powierzchnia będzie po prostu za blisko lub za daleko dyszy. Podobnie w przypadku czujnika zegarowego – łatwo jest ustawić stół idealnie poziomo, ale w złej odległości od głowicy drukarki.
Pewnym minusem tej metody jest, że trzeba wykonywać dodatkowy wydruk, i to zwykle kilkukrotnie, żeby dobrze wyregulować stół. Łącznie nie powinno to zająć więcej niż kilka minut. Pojedynczy wydruk wykonany w celu sprawdzenia, czy stół jest dobrze skalibrowany, zajmie mniej niż minutę.
Metoda ta nie sprawdzi się też przy korzystaniu z podkładek wrażliwych na wysoką temperaturę (BuildTak, Gamplate, COROPad). Wydrukowanie takiego testowego obrysu przy stole ustawionym za wysoko spowoduje “wtopienie się” dyszy w podkładkę. W przypadku tych produktów kalibracja powinna być wykonana przed jakimkolwiek wydrukiem.
W jaki sposób wydrukować taką pojedynczą ścieżkę przy brzegu stołu? Rozwiązaniem “na skróty” będzie po prostu dodanie szerokiego skirtu (rozbiegówki) w ustawieniach slicera:

Oczywiście im szersza obwódka dookoła modelu tym lepiej – przy brzegach stołu różnice wysokości są największe i najlepiej będzie widać, czy jest on równo ustawiony.
Inną opcją jest użycie specjalnego modelu testowej ścieżki – na przykład takiego, który wykorzystałem na wcześniejszych zdjęciach. Model posiada zawinięcie z lewej strony, dzięki któremu druk zacznie się właśnie w tym miejscu z dodatkową rozbiegówką. Ponieważ czasem się zdarza, że przed rozpoczęciem wydruku z dyszy wycieknie trochę filamentu, taka dodatkowa ścieżka daje drukarce czas, aż filament zacznie na dobre płynąć z głowicy przed rozpoczęciem dalszej części wydruku.

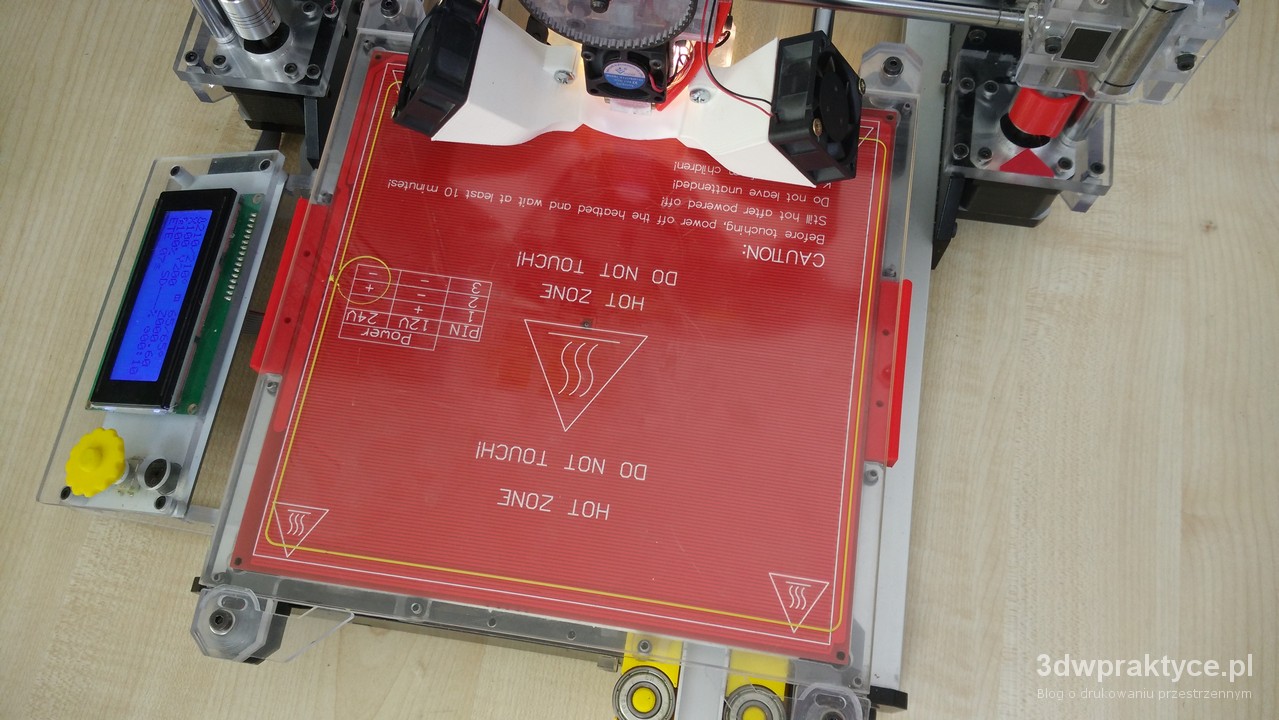
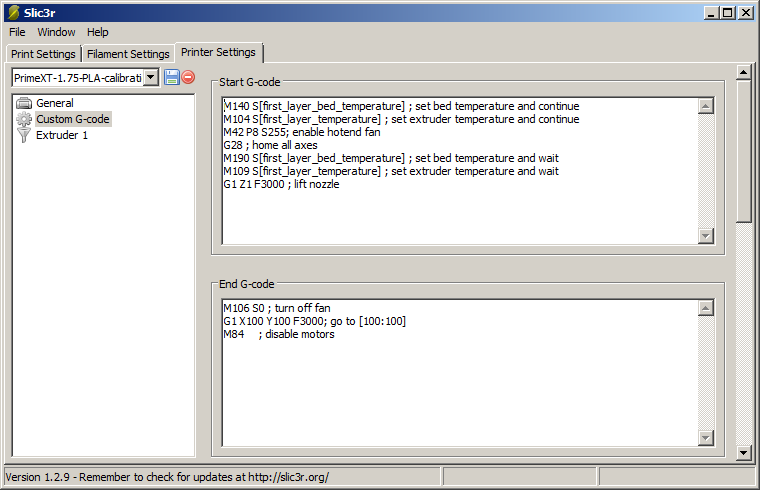
Żeby dodatkowo usprawnić kalibrację, w ustawieniach Slic3ra wpisałem, żeby po zakończeniu wydruku ekstruder został wycofany nie do rogu stołu, ale na jego środek. Ułatwia to regulację śrub na rogach platformy (w mojej drukarce jest obecne nieco starsze rozwiązanie z czterema śrubami). Również usunąłem z sekcji “End G-code” polecenia schłodzenia dyszy i stołu (bo zaraz będę puszczał ponownie druk modelu kalibracyjnego, albo już właściwego przedmiotu).
Osoby. które chciałyby wypróbować tą metodę kalibracji u siebie, mogą znaleźć modele ścieżek kalibracyjnych na Thingiverse. Są dostępne w rozmiarach 200 x 200 mm, 150 x 150 mm oraz 100 x 100 mm.
































Co ile kalibrujesz stolik? Z tego co czytam to non stop. Ta drukarka jest taka wiotka czy co?
Obecnie już tylko przy wymianie dyszy (zmienia się minimalnie jej odległość od stołu). Ale ostatnio miałem sporo problemów ze stołem, który się sam rozregulowywał oraz z endstopem Z który nie łapał zawsze w tym samym momencie. Będę jeszcze o tym pisać.
Bo masz pewnie endstop z blaszką. Albo go wymień na taki bez blaszki albo już oderwij.
Regulacje odległości dodatkową śrubką to także nieporozumienie.
Blaszki się pozbyłem już na samym początku. Trochę pomogło.
Jeśli dalej masz problem to pozostaje niestabilny stelaż drukarki. Tu pomoże tylko wymiana.
Też się zastanawiałem, dlaczego co chwila jest artykuł o poziomowaniu stołu. Co prawda mam inną drukarkę ale poziomowaniem bawiłem się tylko jak sam nabroiłem przy początkowych próbach. Teraz od ponad miesiąca tylko co jakiś czas sprawdzam szczelinomierzem. Czy ustawienie na wysokość 0,05mm to dobry pomysł czy lepiej podnieść/?
Fajny pomysł z tym szczelinomierzem – dobrze się to sprawdza? Czy 0.05 to dobra odległość to zależy czy ładnie wychodzi pierwsza warstwa wydruków – nie jest ani rozsmarowana, ani nie ma przerw między ścieżkami :) A jaką masz drukarkę?
Hmmm… Ciężko powiedzieć. Kostka faktycznie trochę się rozjeżdża na pierwszych 2 warstwach (około 0,2mm dla kostki 50mm), ale wydruk trzyma jak szalony. Mi to nie przeszkadza bo i tak potem skalpelem wycinam to co niepotrzebne, dodatkowo praktycznie tego nie widać, a elementy do spasowania i tak robię z lekkim luzem tak na 0,5mm. Drukarka to DIM-201. Jest sztywna i nic się nie giba. Zależało mi na jakości nie na prędkości i jak na razie jestem coraz bardziej zadowolony. Jednak nauka samego oprogramowania to 80% udanych wydruków.
A na czym drukujesz? Na czystym podgrzanym szkle?
Jeszcze przyszło mi go głowy że jeśli chcesz ustawić dyszę niżej niż 0.05 mm a nie masz cieńszego szczelinomierza, to możesz po prostu na czas kalibracji podnieść ekstruder nieco do góry.
Tak, drukuję na szkle (temp 60st duże elementy, do 70 małe i szyba wytarta octem) i tylko z PLA jak dotąd. Doszedłem do wniosku, że najpierw nauczę się z PLA a dopiero potem z ABS. Z podnoszeniem ekstrudera to dobry pomysł, jednak taka wysokość jest idealna (kartka papieru nie wchodzi). Uruchomiłem Kisslicer i faktycznie ładnie drukuje jednak pierwsza warstwa jest rozpłaszczona i wizualnie szersza niż inne. W slic3rze i curze tego objawu nie mam, jednak to mały problem którym nadrabia fenomenalnym supportem w porównaniu do pozostałych dwóch i dobrą jakością.
Gdyby połączyć mnogość ustawień ze Slic3ra, dokładność wydruków oraz wizualizację wydruku Cury i support Kisslicer’a to byłby idealny program do druku 3D. Próbował ktoś Simplify3D? Warto wydać pieniądze?