Jak szybko usunąć podpory z wydruków 3D wykonanych z żywicy

Druk 3D w technologii fotopolimerowej w większości przypadków wymaga stosowania struktur wsparcia w postaci suportów. Dzisiaj zaprezentujemy najprostszą metodę na ich usunięcie oraz obróbkę końcową powierzchni w modelach o nieskomplikowanej geometrii.
Różnica pomiędzy podporami stosowanymi w technologiach FDM oraz fotopolimerowej jest dosyć znacząca. Przede wszystkim w druku 3D z żywic stosujemy suporty punktowe, które w odróżnieniu od technologii FDM tworzą całość z powierzchnią, którą podpierają. W związku z tym, niezależnie od skomplikowania i ilości zastosowanych suportów, zawsze istnieje konieczność chociaż minimalnej obróbki tej powierzchni. Dzisiaj zaprezentujemy najprostszy sposób obróbki końcowej tego typu wydruków 3D.
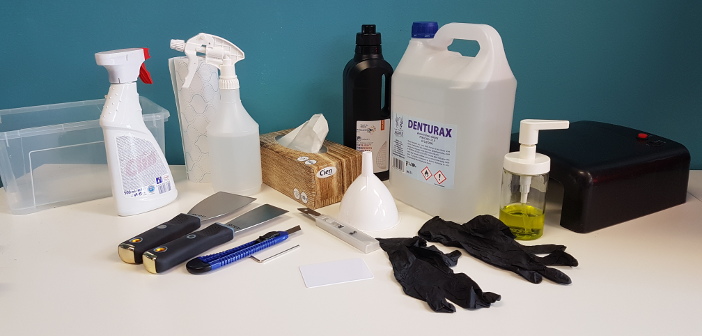
Przydatne narzędzia:
- nożyk tapicerski lub skalpel modelarski,
- zestaw pilników,
- papier ścierny o różnej gradacji,
- pojemnik z wodą,
- ręczniki papierowe lub chusteczki higieniczne.
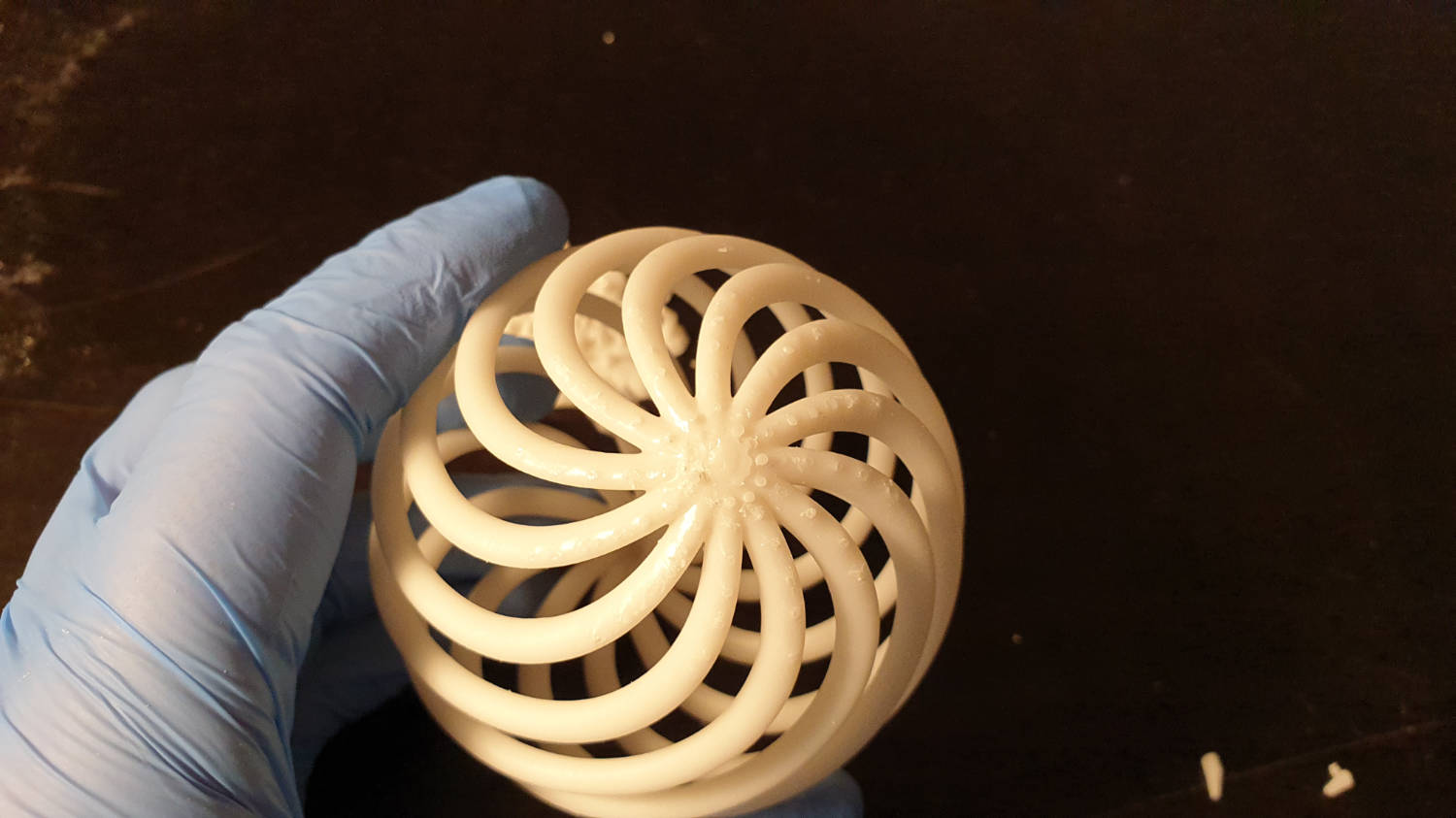
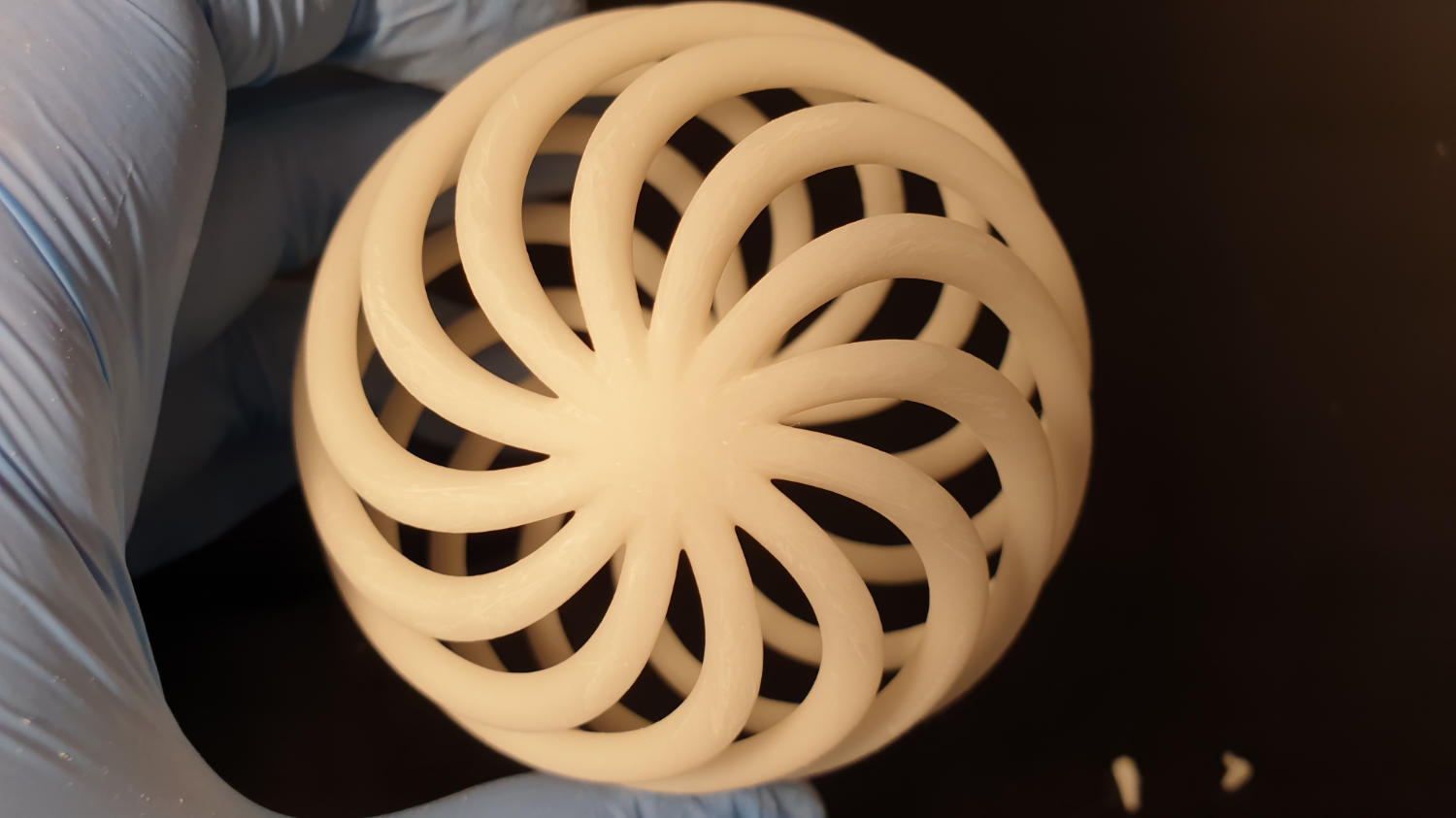
Jako modele testowe wykorzystamy wydruki dwóch rodzajów bombek choinkowych, wykonanych z żywicy Monocure Rapid White na drukarce 3D Liquid Crystal Dental.
Wykorzystane modele 3D:
- Twisty Ball Ornament – licencja Creative Commons – Attribution.
- Repaired Bauble (Christmas tree ball) – licencja Creative Commons – Attribution.



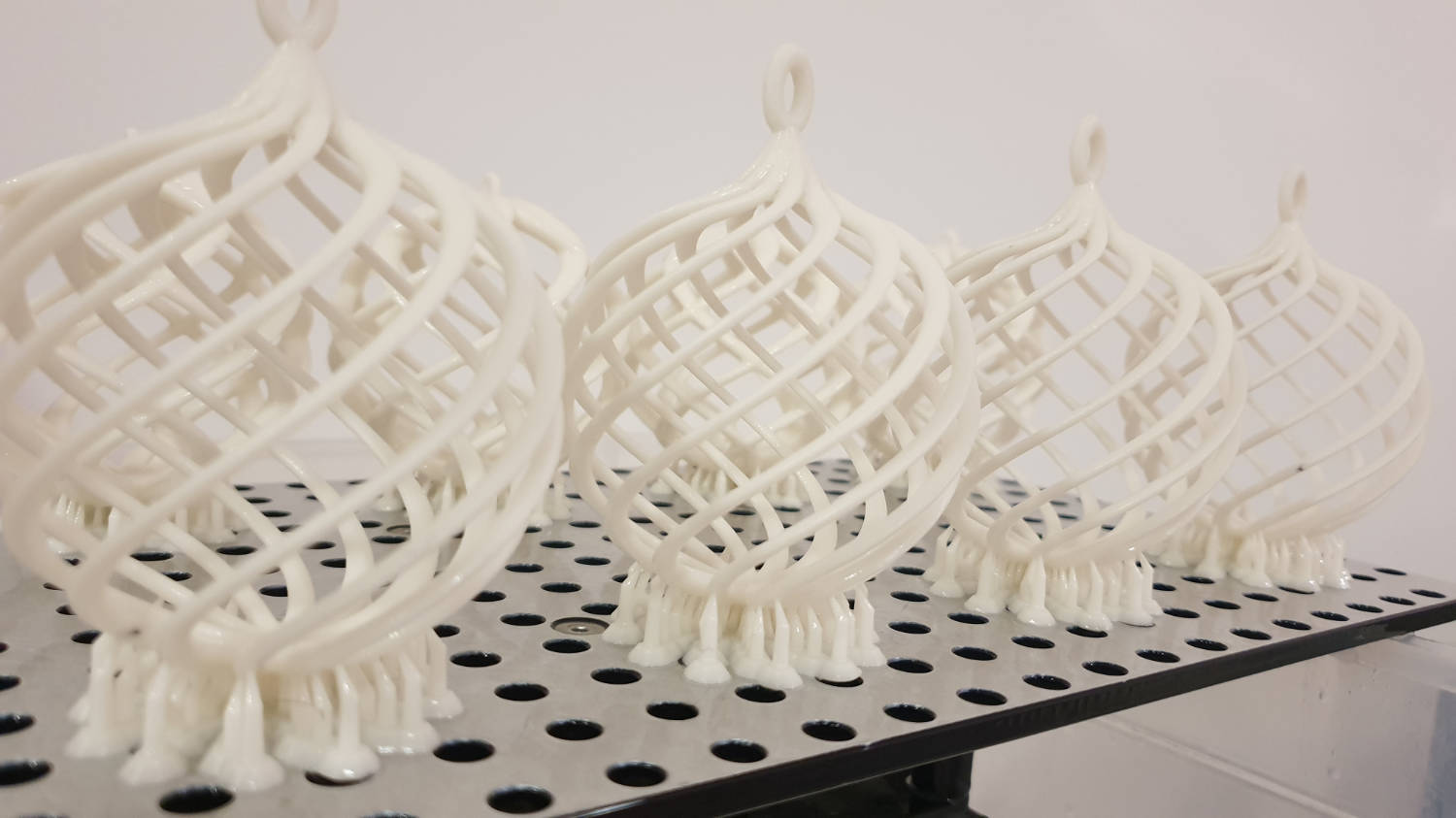
W pierwszej kolejności musimy zająć się zgrubnym usunięciem podpór, przy pomocy ostrego nożyka tapicerskiego lub skalpela modelarskiego.
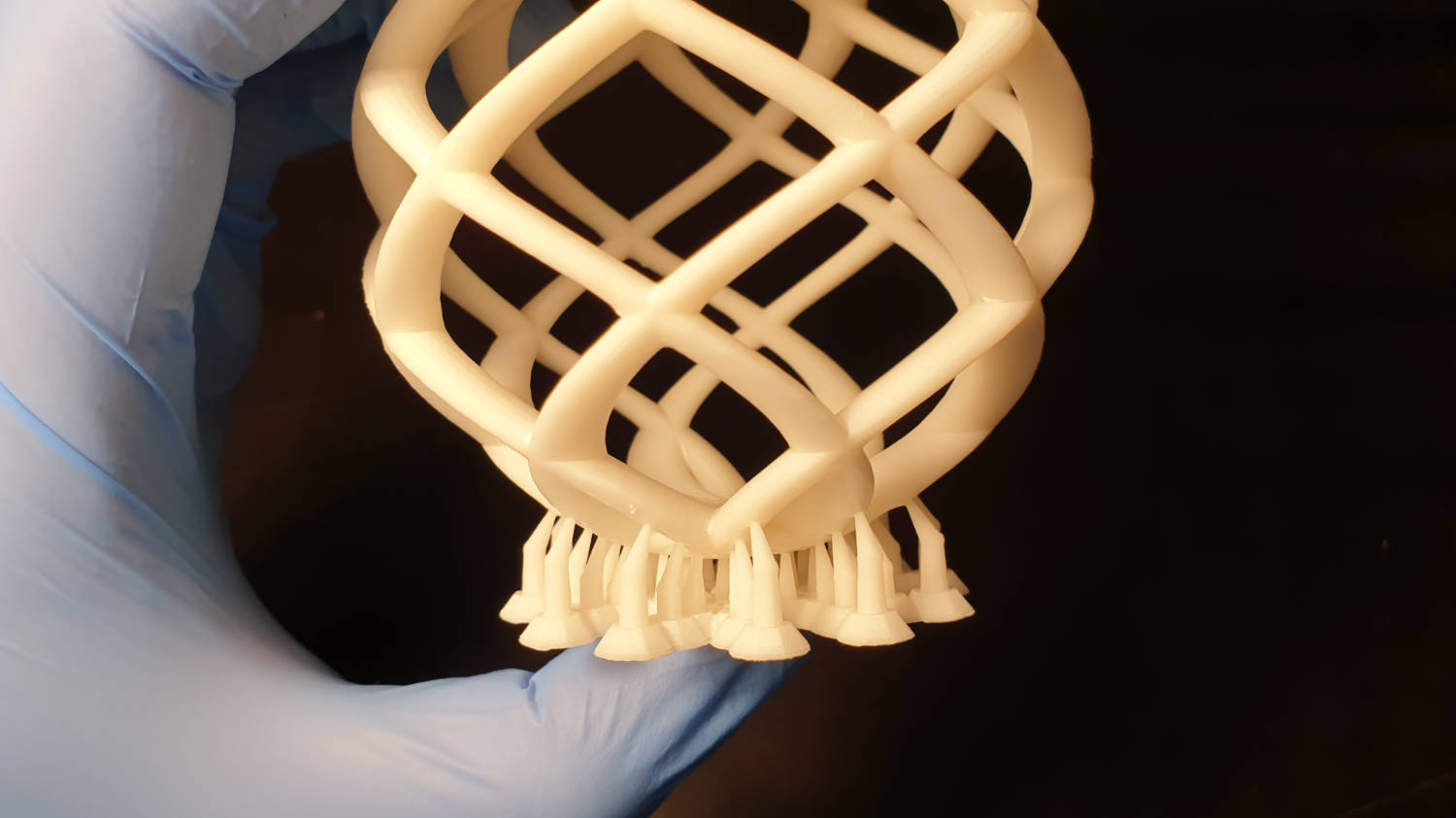
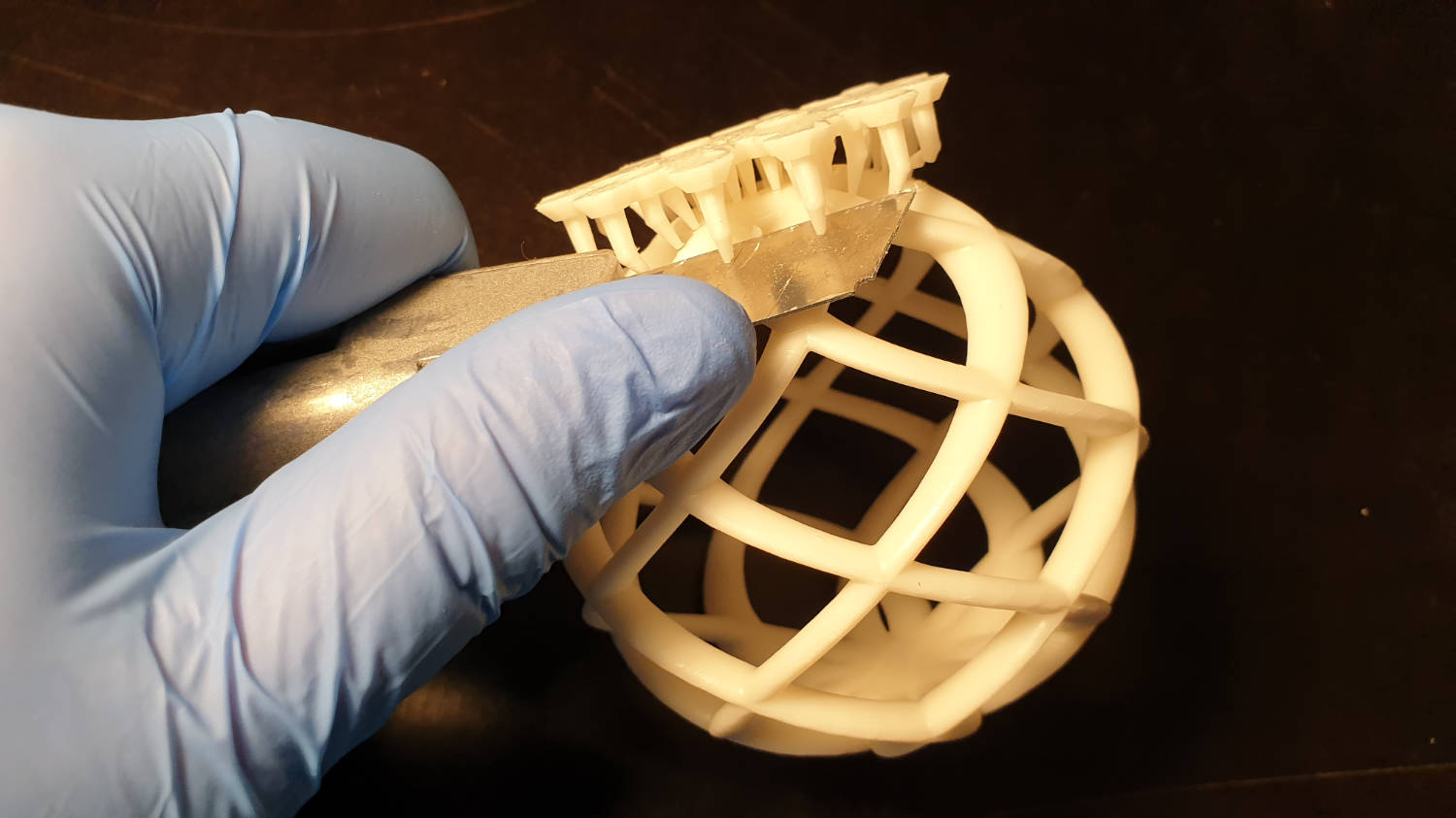
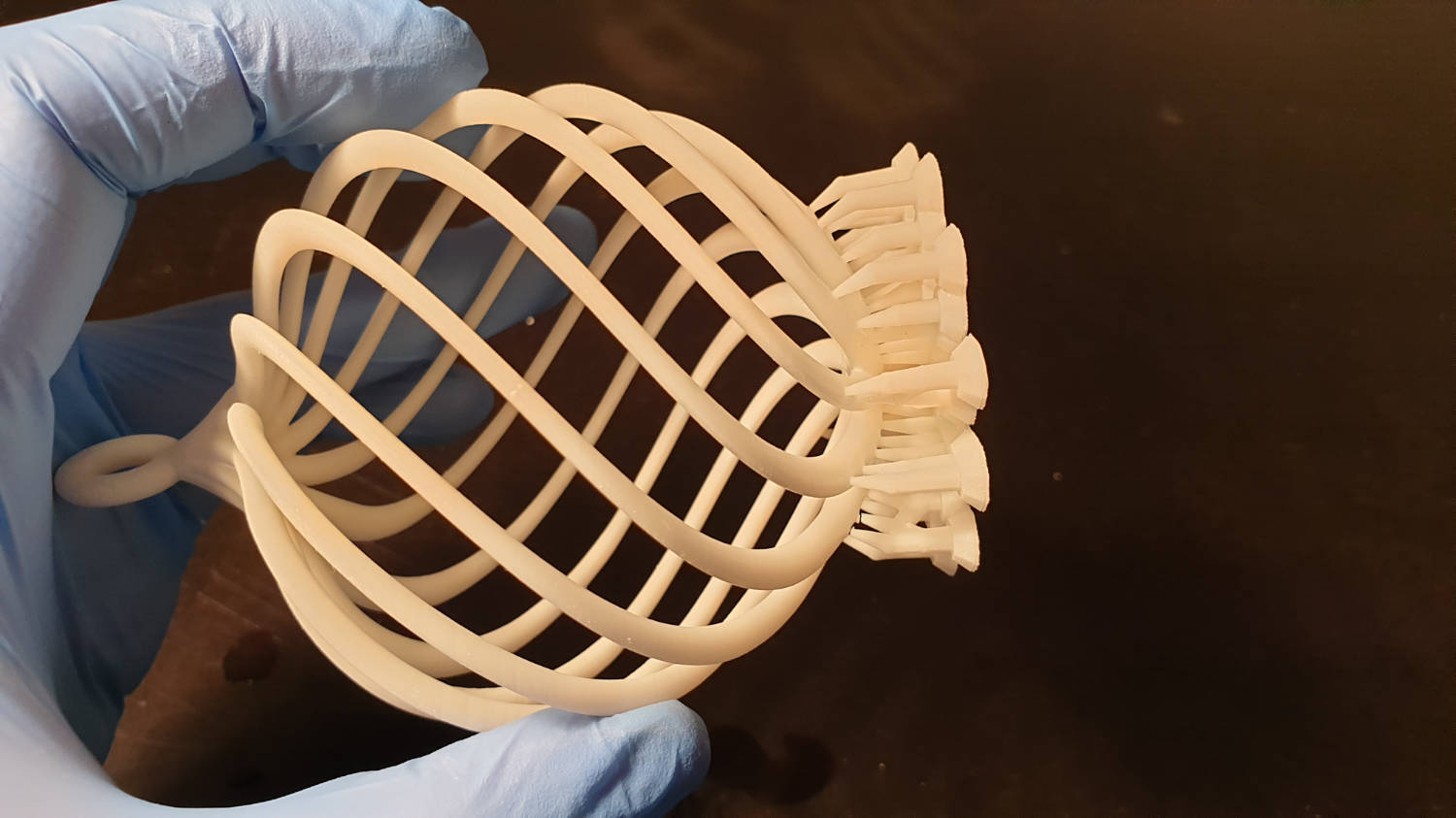

Ostrze musi być ostre, aby podpory zostały odcinane, a nie łamane. Warto też zwracać uwagę na to, aby odciąć je na pewnej wysokości od powierzchni modelu. W przeciwnym razie podpora może ułamać się wraz z elementem powierzchni, który podpierała. Uzupełnienie takiego ubytku przysporzy nam dodatkowej pracy, a a tego typu przypadki zaprezentujemy w jednym z kolejnych poradników.

Po odcięciu podpór przystępujemy do szlifowania zgrubnego. W tym celu posłużymy się zestawem mini pilników. Jest to najszybsza metoda, która pozwoli nam na bardzo szybkie wyrównanie całej powierzchni, nad którą pracujemy.

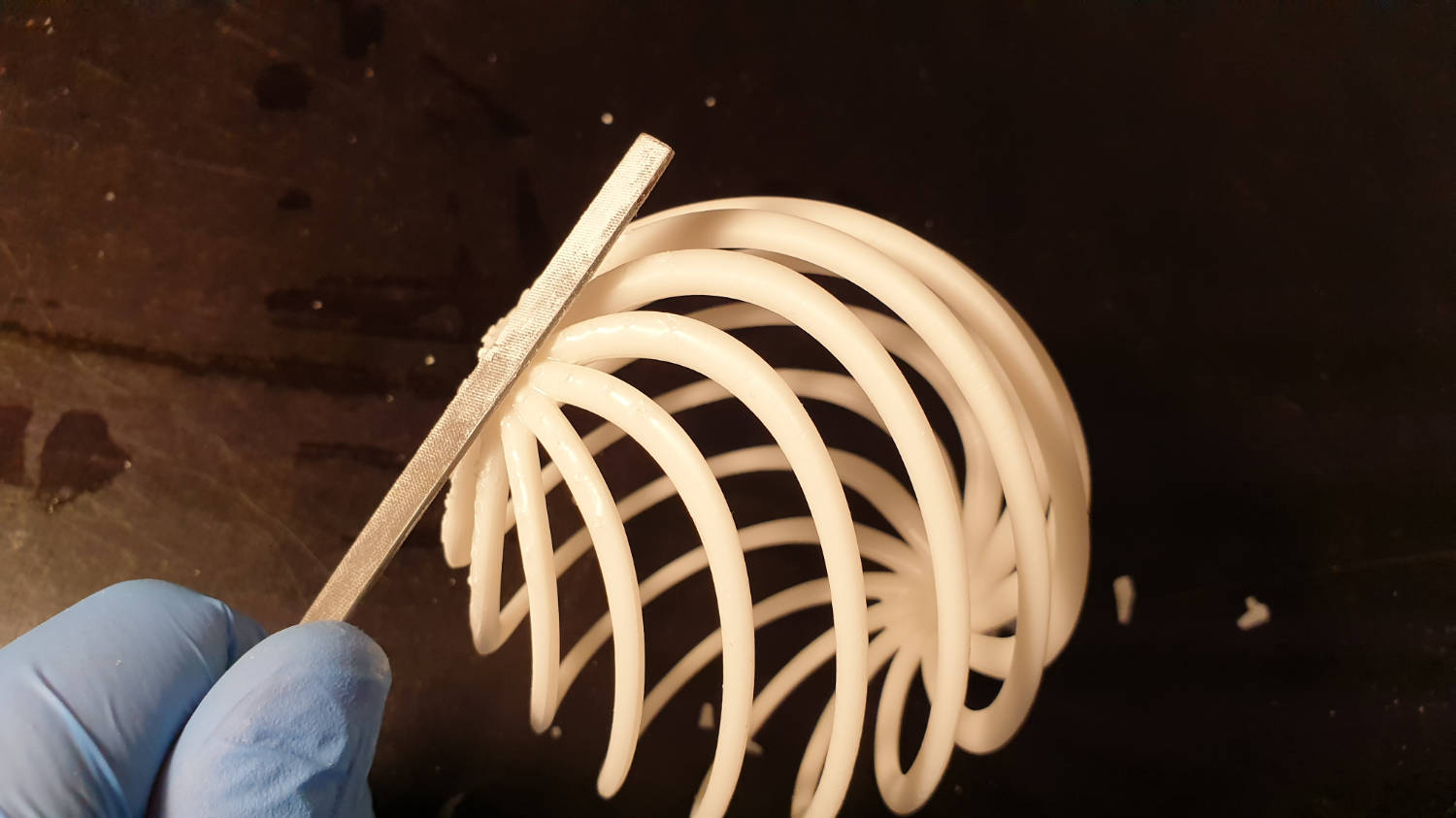
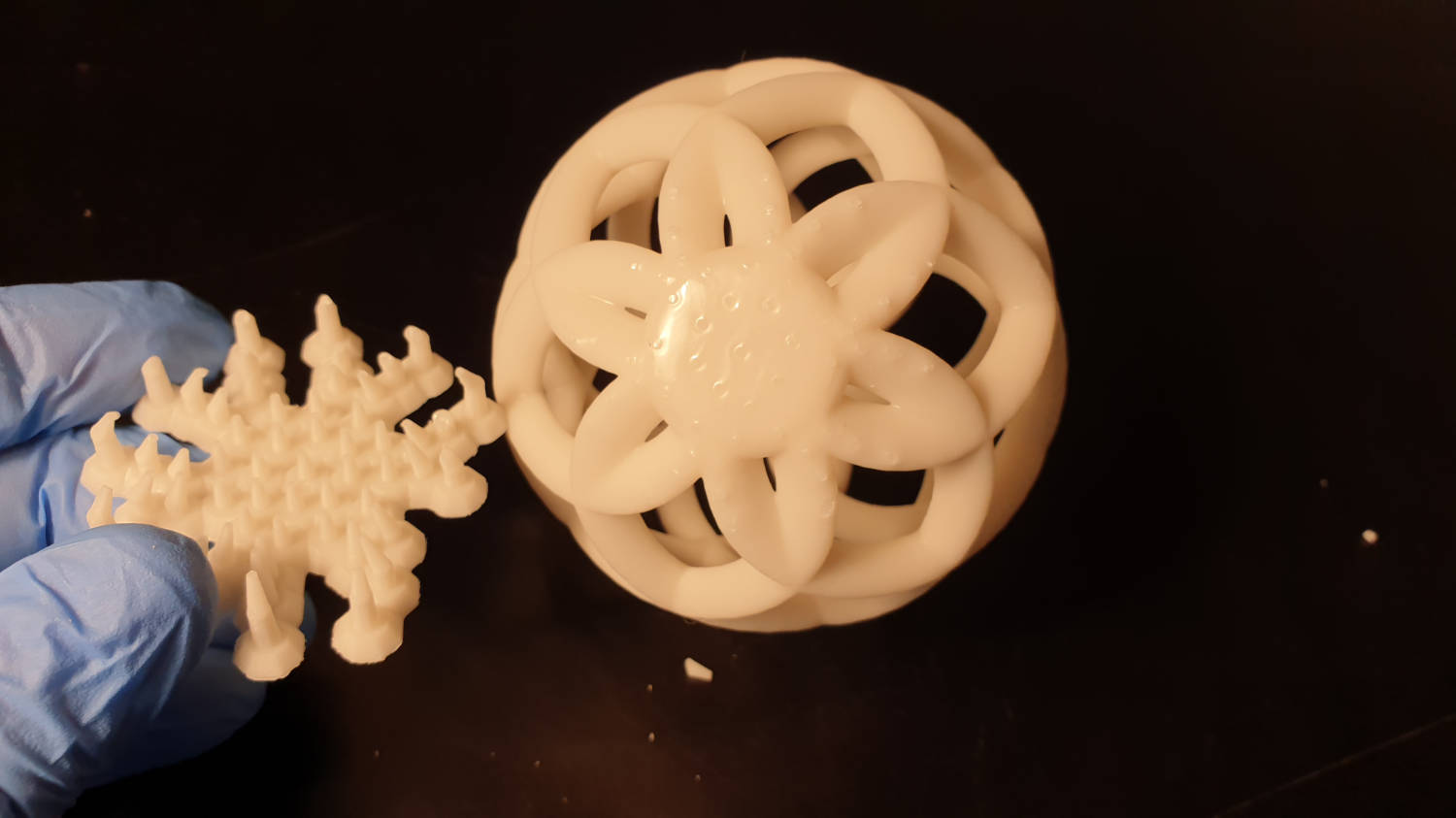
Na poniższych zdjęciach możemy zobaczyć efekt bez szlifowania (prawa strona modelu) oraz po oszlifowaniu (lewa strona modelu).
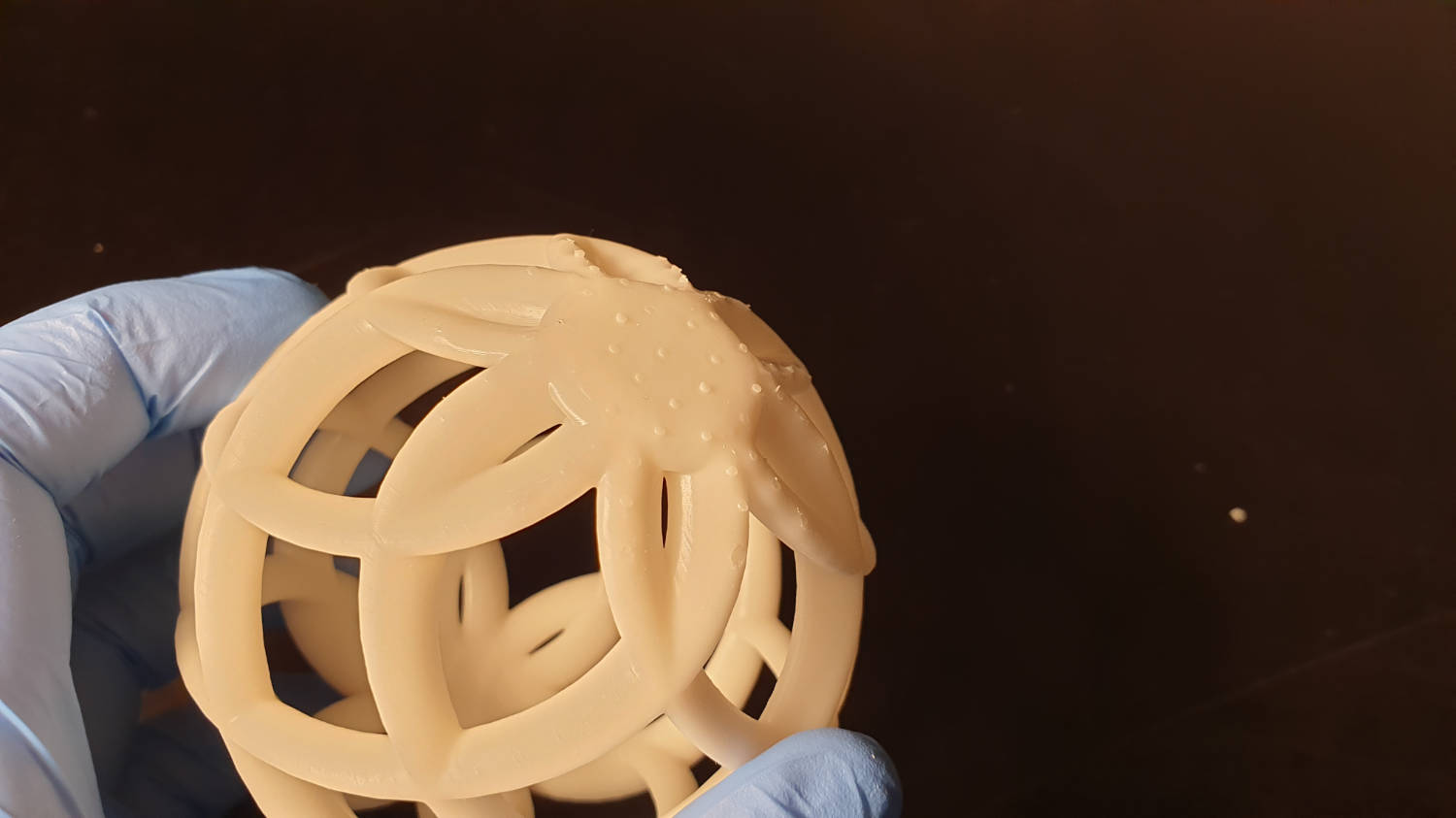
Kiedy cała powierzchnia jest już wyrównana…
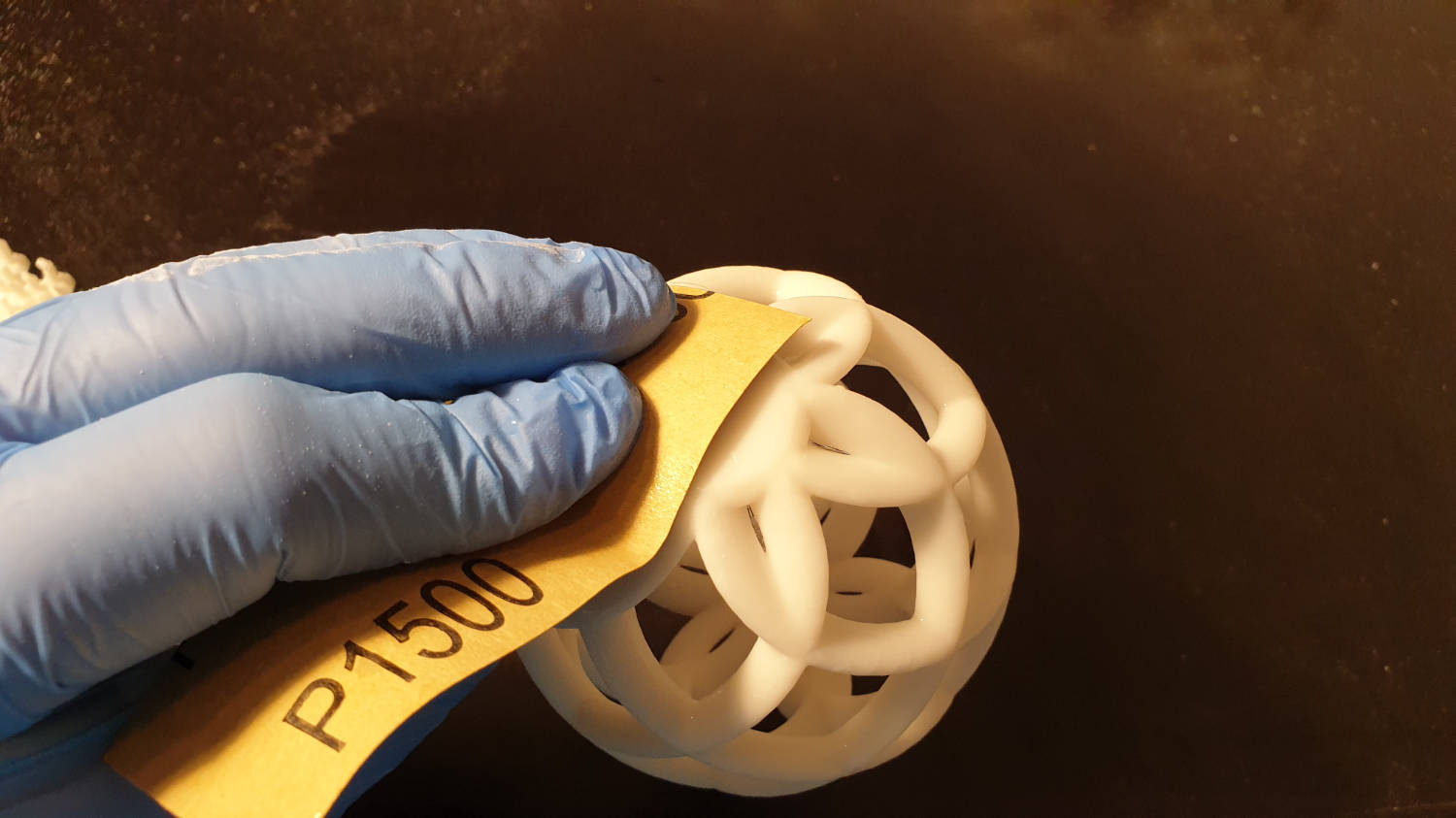
… przystępujemy do jej wykończenia przy pomocy papieru ściernego.
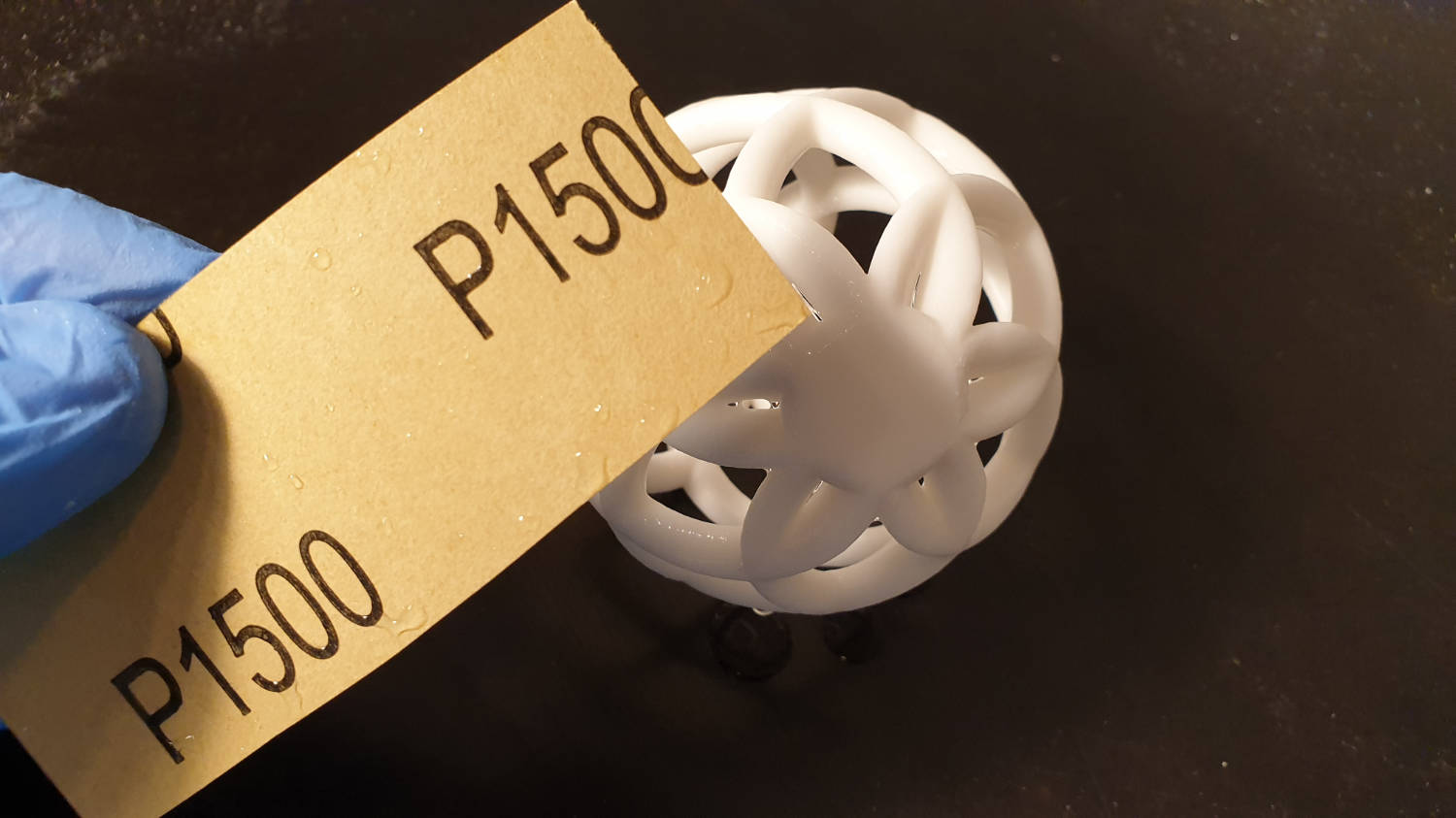
To, o jakiej gradacji użyć papieru ściernego, jest zależne od stopnia gładkości powierzchni oraz pracy jaką włożyliśmy w szlifowanie zgrubne. Generalnie dobrze jest użyć kilku rodzajów papieru, schodząc stopniowo do najdrobniejszych papierów wodnych. W moim przypadku wystarczył papier wodny o gradacji 1500, który przed użyciem należy zmoczyć w wodzie.
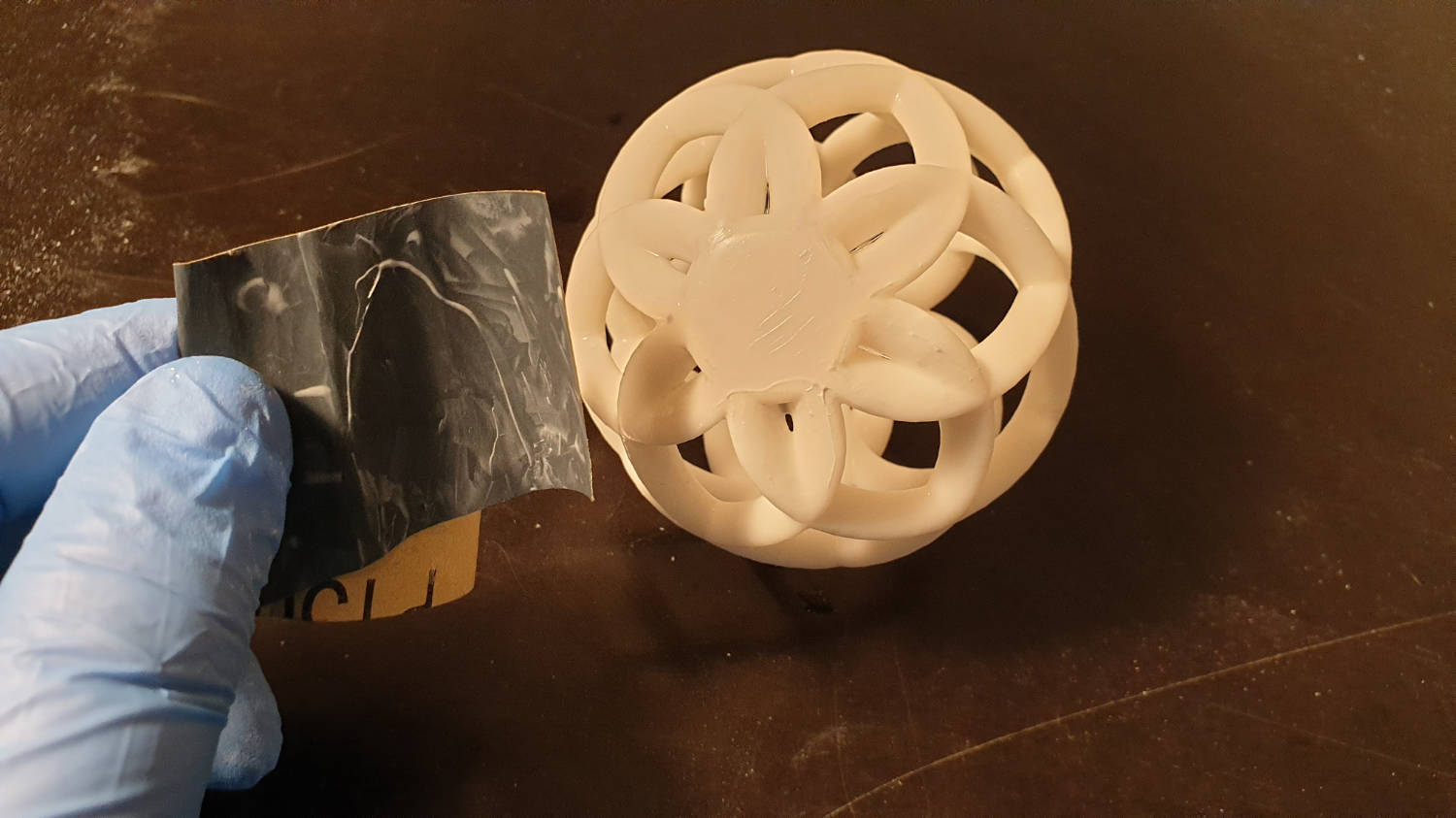
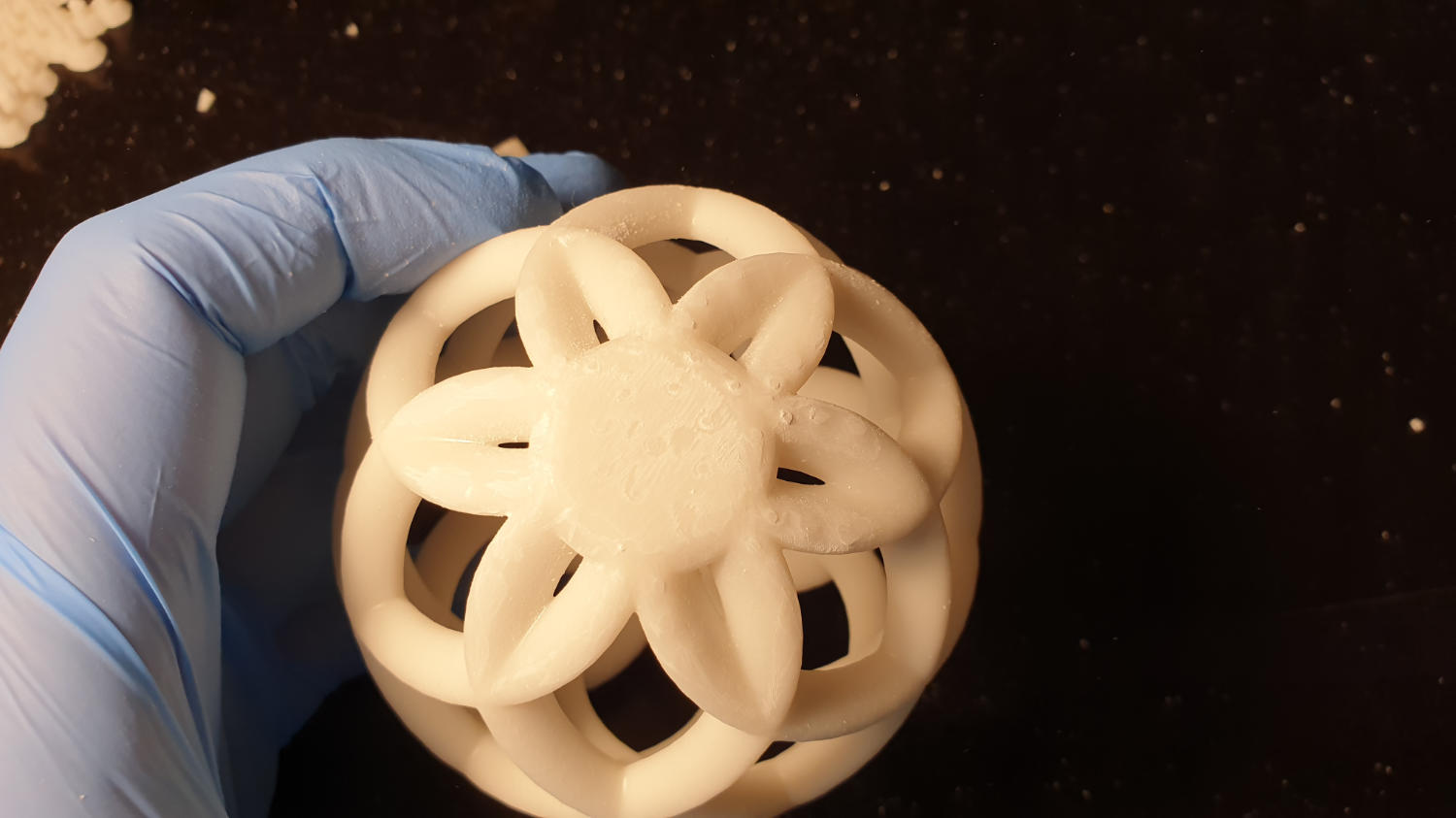
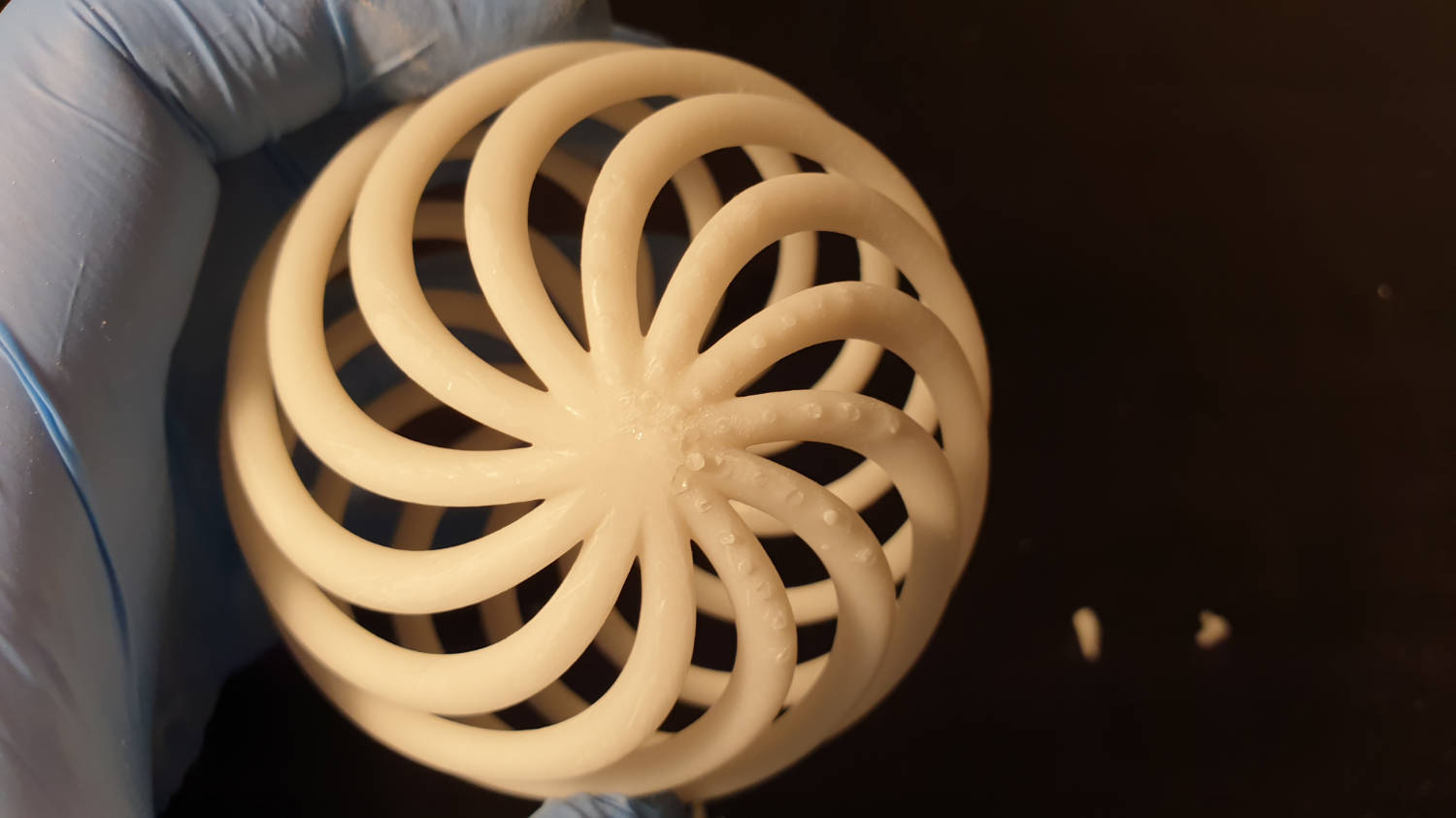
Polerowanie wykonujemy aż do pożądanego efektu, co jakiś czas myjąc wydruk w wodzie, oraz osuszając przy pomocy ręczników papierowych. W ten sposób o wiele łatwiej jest nam ocenić stan powierzchni. Kiedy otrzymany rezultat jest dla nas zadowalający, myjemy nasz model w ciepłej wodzie z płynem do mycia naczyń, najlepiej przy pomocy delikatnej gąbki.

Poniżej prezentujemy efekt przed obróbką oraz po jej wykonaniu.